



The capacity of an asphalt batching plant refers to the amount of asphalt mixture it can produce per hour, usually measured in tons per hour (t/h). It typically ranges from 40 t/h to over 400 t/h, depending on plant configuration and production system. Capacity is a key factor in asphalt plant selection, as it affects production efficiency, project schedules, material supply stability, and operating costs. Understanding what is the capacity of asphalt batching plant helps users choose the right solution for different road construction and infrastructure projects. The following sections explain the typical capacity range, plant types, and how to choose the right capacity for specific needs.
| Capacity Level | Range (t/h) | Typical Applications | Project Scale | Plant Type Suitability |
|---|---|---|---|---|
| Small | 40–100 | Road maintenance, rural roads, small municipal projects | Low demand / small-scale infrastructure | Mobile / small stationary asphalt plant |
| Medium | 100–200 | Urban roads, regional infrastructure, industrial roads | Medium-scale projects | Mobile or standard stationary asphalt plant |
| Large | 200–300 | Highway construction, expressways | High-demand infrastructure | Stationary asphalt plants |
| Extra Large | 300–400+ | Airports, national expressways, mega infrastructure | Very large-scale continuous production | Heavy-duty stationary asphalt plants |

How Does Asphalt Batching Plant Capacity Vary by Plant Type?
Asphalt batching plant capacity varies by plant type because different configurations are designed for different production modes, mobility requirements, and automation levels. In general, stationary asphalt plants provide higher production capacity for long-term continuous projects, while mobile asphalt plants offer lower to medium capacity with greater flexibility for temporary or remote construction sites. 👉 Understanding capacity by AIMIX asphalt plant type helps in selecting the right asphalt batch plant based on project scale and production demand.

Stationary Asphalt Batching Plant Capacity
Stationary asphalt batching plants are designed for high-capacity continuous production systems, making them suitable for large-scale infrastructure projects requiring stable long-term output.
📊 Capacity Performance (Quantified & Realistic Output)
- Hourly output: 40–400+ t/h
- Daily theoretical output (8–16h operation): → approximately 320–6,400 tons/day.
- Production continuity rate: High (designed for uninterrupted operation).
- Best suited project scale: Highway-level and national infrastructure projects.


Mobile Asphalt Batching Plant Capacity
Mobile asphalt batching plants are designed for flexible, medium-capacity production, especially in projects requiring relocation or distributed construction sites.
📊 Capacity Performance (Quantified & Realistic Output)
- Hourly output: 60–160 t/h
- Daily theoretical output (6–12h operation): → approximately 360–1,920 tons/day.
- Installation time: ≤24 hours relocation capability.
- Best suited project scale: regional roads, rural infrastructure, temporary sites.
| Capacity Aspect | Stationary Asphalt Plant | Mobile Asphalt Plant |
|---|---|---|
| Typical Capacity Range | 40–400+ t/h | 60–160 t/h |
| Production Strategy | Continuous large-volume production | Flexible on-demand production |
| Output Consistency | Optimized for uninterrupted supply | Optimized for site flexibility |
| Capacity Expansion Potential | Can scale to very high throughput | Limited by transportable design |
| Operational Priority | Maximum production efficiency | Fast deployment and mobility |
| Typical Project Pattern | Long-term centralized projects | Multi-site or temporary projects |
| Installation Requirement | Fixed installation | ~24-hour relocation capability |
| Primary Capacity Trade-off | Higher output, lower mobility | Higher mobility, lower maximum output |
Now that you understand how asphalt batching plant capacity varies by plant type, the next step is to see what these differences actually look like in real equipment. Let’s move into the typical technical specifications of different capacity ranges and understand how they translate into real production performance on site.
Typical Technical Specifications of Asphalt Batching Plant Capacities
To make asphalt plant capacity easier to understand, the table below shows the usual capacity ranges of common stationary and mobile asphalt plants. These numbers come from real project experience and help show what different asphalt plant sizes can actually produce in everyday construction work.
40-400TPH Stationary Asphalt Batch Plant Technical Specification
| Model | ALQ40 | ALQ60 | ALQ80 | ALQ100 | ALQ120 | ALQ160 | ALQ200 | ALQ240 | ALQ320 |
|---|---|---|---|---|---|---|---|---|---|
| Capacity | 40 t/h | 60 t/h | 80 t/h | 100 t/h | 120 t/h | 160 t/h | 200 t/h | 240 t/h | 320 t/h |
| Cold Aggregate Hoppers | 4×4.5m³ | 4×6.5m³ | 4×7.5m³ | 4×7.5m³ | 5×7.5m³ | 5×12m³ | 5×12m³ | 5×12m³ | 6×15m³ |
| Dryer Size | φ1.2m×5.2m | φ1.5m×6m | φ1.5m×6.7m | φ1.65m×7m | φ1.8m×8m | φ2.2m×9m | φ2.6m×9m | φ2.6m×9.5m | φ2.8m×10.2m |
| Fuel consumption | 70-300kg / h | 100-400kg / h | 120-600kg / h | 150-1000kg / h | 150-1000kg / h | 150-1400kg / h | 180-1800kg / h | 180-1800kg / h | 260-2500kg / h |
| Vibrating Screen (Layer) | 4 layers | 4 layers | 4 layers | 4 layers | 5 layers | 5 layers | 5 layers | 5 layers | 6 layers |
| Mixer Capacity | 500kg | 800kg | 1000kg | 1250kg | 1500kg | 2000kg | 2500kg | 3000kg | 4000kg |
| Cycle Time | 45s | 45s | 45s | 45s | 45s | 45s | 45s | 45s | 45s |
| Filter Area | 230m² | 300m² | 420m² | 480m² | 550m² | 650m² | 700m² | 1050m² | 1350m² |
| Asphalt Temperature | 140-180 ℃ | 140-180 ℃ | 140-180 ℃ | 140-180 ℃ | 140-180 ℃ | 140-180 ℃ | 140-180 ℃ | 140-180 ℃ | 140-180 ℃ |
| Total Power | 170kw | 200kw | 300kw | 350kw | 380kw | 490kw | 550kw | 670kw | 865kw |
60-160TPH Mobile Asphalt Batch Plant Technical Specification
| Model | ALYQ60 | ALYQ80 | ALYQ100 | ALYQ120 | ALYQ160 | |
|---|---|---|---|---|---|---|
| Capacity | t / h | 60 | 80 | 100 | 120 | 160 |
| Mixer capacity | kg | 800 | 1200 | 1300 | 1700 | 2200 |
| Mixing cycle | s | 45 | 45 | 45 | 45 | 45 |
| Total power | Gasoline(kW) | 54 | 63.5 | 104.5 | 125 | 157.5 |
| Coal(kW) | 75 | 86.5 | 127.5 | 169 | 205 | |
| filter area | m2 | 370 | 420 | 480 | 510 | 620 |
Choosing the right asphalt batching plant capacity goes beyond technical specifications. Seeing how different capacities are applied in real projects can give you greater confidence in your decision. 👉 Below are real project images from around the world, showcasing AIMIX asphalt plants with different production capacities.
Global Construction Projects With Different Asphalt Plant Capacities
Our asphalt batching plants with capacities ranging from 40 TPH to 400+ TPH have been widely applied in construction projects across more than 100 countries and regions, supporting everything from small road maintenance to large-scale highway and infrastructure development. Below are real project images showing different capacity plants operating in global construction sites.








Every successful project starts with choosing the right capacity. While project conditions may differ, the principles behind capacity selection remain consistent. 👉 Next, explore our scientific guidance to help match the right asphalt batching plant capacity to your project needs.
AIMIX Asphalt Batching Plant Capacity Selection Experts
Choosing the right asphalt batching plant capacity requires more than comparing production rates. This guide has been reviewed by AIMIX asphalt plant experts and experienced engineers to ensure the recommendations are technically accurate, practical, and aligned with real construction projects around the world.
Technical Reviewer
- David Yang
- Senior Asphalt Plant Engineer
- 15+ Years Experience in Asphalt Mixing Plant Design & Operation
- 200+ Asphalt Plant Projects Delivered Across Asia, Africa, and the Middle East
Scope of Expertise
- Asphalt batching plant capacity planning.
- Road construction production optimization.
- Plant selection for infrastructure projects.
- TPH output calculation and efficiency improvement.
This content is regularly updated based on field project feedback and equipment performance data.
With scientific guidance, you can better understand how capacity decisions are made. However, before choosing any equipment, you still need to clearly define your own production requirement. 👉 Next, AIMIX explains how to calculate the required asphalt batching plant capacity.
How to Calculate Required Asphalt Batching Plant Capacity?
To calculate the required asphalt batching plant capacity, you need to convert the total asphalt demand of a project into an hourly production rate. This ensures the selected plant can meet the construction schedule efficiently under real-world operating conditions. In practical engineering, this calculation is not only about numbers, but also about understanding project scale, working time limitations, and production efficiency.

Step 1: Estimate Total Asphalt Demand (tons)
The total asphalt requirement is determined by road design specifications and pavement structure.
A standard engineering formula is:
Asphalt demand (tons) = Pavement area × Asphalt thickness × Asphalt density.
Where:
- Pavement area is calculated from road length × width.
- Asphalt thickness typically ranges from 5 cm to 15 cm (0.05–0.15 m).
- Asphalt density is generally 2.3–2.4 t/m³.
👉 In global construction practice, total asphalt demand can vary widely:
- Small maintenance works: 1,000–5,000 tons.
- Medium road projects: 5,000–30,000 tons.
- Large infrastructure works: 30,000–100,000+ tons.
Step 2: Define Total Production Time
Production time is based on project schedule planning and site conditions.
Key considerations include:
- Total construction duration (days or months).
- Daily working hours (typically 8–12 hours/day).
- Weather constraints and seasonal limitations.
- Site logistics and material supply efficiency.
- Equipment maintenance or downtime allowance.
Total production hours = Working days × Working hours per day.
👉 For example, a fast-track project may require shorter duration but higher hourly capacity. In some cases, multiple shifts per day may also be used to increase total production time.
Step 3: Calculate Required Hourly Capacity
Formula: Required capacity (t/h) = Total asphalt demand (tons) ÷ Total production hours (h).
- Unit check: Demand in tons (t), time in working hours (h).
- Meaning: Minimum hourly output needed to complete the project on time.
- Reality: Actual output may vary due to efficiency, supply, and site conditions.
- Note: Use this as a baseline, not final selection capacity.
- Next step: Add safety margin before plant selection.
Example: If a project requires 16,000 tons of asphalt and has 200 total production hours, the required capacity is 80 t/h (16,000 ÷ 200 = 80), which typically falls within the small-to-medium asphalt plant range.
Step 4: Consider Real-world Efficiency Factors
In real construction environments, theoretical capacity is not always fully achieved due to operational constraints.
Common influencing factors include:
- Equipment maintenance and downtime.
- Material supply delays.
- Weather interruptions (rain, temperature limits).
- Start-stop production cycles.
- Transportation and site coordination efficiency.
👉 Therefore, a practical safety margin is recommended: +10% to +25% additional capacity.
Once you’ve figured out the required asphalt batching plant capacity, the next question is what that actually means when choosing equipment in real projects. 👉 Engineers can calculate the value, but they must still match it with practical plant options and site conditions. Next, let’s go into how to match the right asphalt batching plant by capacity in real-world applications.
How To Match Your Required Capacity With The Right Asphalt Batching Plant?
Once the required asphalt plant output per hour has been calculated, the next step is to match it with the appropriate AIMIX batch type asphalt plant model from our equipment range. This ensures the selected batch type hot mix plant model can reliably meet production demand in real construction conditions. This stage focuses on matching and confirming the most suitable AIMIX configuration.


Match Required Capacity With Plant Models
Start by matching your required capacity to the closest higher standard model range:
- 40–80 t/h → ALQ40 / ALQ60 / ALQ80 or ALYQ60 / ALYQ80.
- 100–160 t/h → ALQ100 / ALQ120 / ALQ160 or ALYQ100 / ALYQ120 / ALYQ160.
- 200–300 t/h → ALQ200 / ALQ240 / ALQ320.
- 300–400+ t/h → ALQ320 / ALQ400+.
👉 In practical selection, it is recommended to choose a model one level higher (around +10–20%) than the required capacity to ensure stable operation.
Adjust Based On Capacity Utilization Level
Not all plants operate under the same load conditions. Selection should consider how intensively the plant will run:
- 70–85% utilization → ideal operating condition for stable projects.
- 85–95% utilization → suitable for high-demand but controlled projects.
- 95%+ utilization → only recommended for short-term peak production.
👉 For long-term projects, avoid selecting a plant that will operate near full asphalt plant tph continuously.
Decide Stationary Or Mobile Configuration
Capacity alone does not determine plant type — project mobility is also critical:
- ALQ Series (Stationary Plants) → preferred for capacities above 100 t/h and long-term continuous production.
- ALYQ Series (Mobile Plants) → suitable for 60–160 t/h projects requiring fast installation and relocation.
👉 At higher capacities, stationary plants become the more stable and efficient choice due to system scale and continuous operation capability.
Confirm Practical Operating Buffer
Even after model selection, a safety margin should be maintained:
- Recommended buffer: +10% to +25% capacity above requirement.
- Prevents overload during peak paving periods.
- Improves equipment lifespan and production stability.
👉 This ensures the selected plant can handle real-world fluctuations without performance loss.
Stable production performance is essential for project continuity. However, from a contractor’s perspective, the real concern is how capacity influences overall production cost efficiency. 👉 Let’s examine how asphalt batching plant capacity affects production cost per ton.
Why Does Asphalt Plant Output Differ From Rated Capacity?
The rated capacity of an asphalt batching plant is based on ideal operating conditions. In real construction environments, actual production usually reaches only 70%–90% of nominal capacity, as small inefficiencies accumulate across multiple stages of production. Understanding these factors helps contractors plan realistic output and select the right plant model.
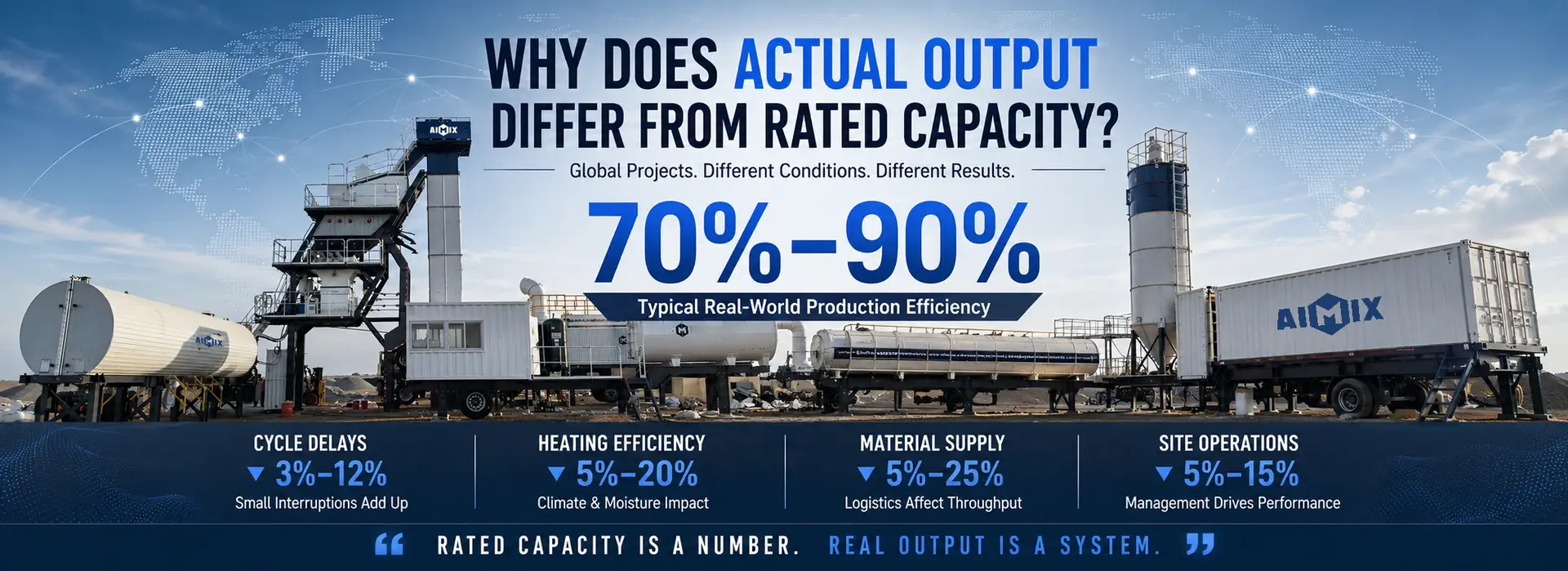
Small Cycle Delays Can Reduce Daily Output By 3%–12%
Even short interruptions between batching cycles gradually reduce overall efficiency throughout the working day.
- Loading and unloading can take extra seconds per batch, leading to 1–3% efficiency loss per cycle.
- Minor delays in system synchronization contribute another 1–4% reduction.
- Start–stop transitions during operator shift changes account for roughly 1–3% efficiency variation.
- Adjustments to ensure consistent mix quality add an additional 1–2% fluctuation.
👉 For projects running 8–12 hours per day, these small delays accumulate, naturally reducing total output by 3%–12% compared to the rated asphalt plant production capacity.
Heating Inefficiencies Lead To 5%–20% Lower Output
Drying and heating aggregates to the target temperature range (140–180°C) is highly sensitive to material and environmental conditions.
- Aggregates with higher moisture require longer drying cycles, often increasing batch time by 3–10%.
- Fuel quality and burner efficiency may reduce overall throughput by 2–6%.
- Cold or humid weather slows heat transfer, adding 3–8% extra cycle time.
- Larger capacity systems need more stable thermal balance, which can introduce another 2–5% production variation.
👉 These factors combine to naturally reduce hourly output by 5%–20%, even when operators follow all standard procedures.
Material Supply Interruptions Cause 5%–25% Variation
Continuous production depends on a steady and synchronized supply of aggregates and bitumen.
- Irregular aggregate loading from wheel loaders can create 2–8% variation.
- Bitumen heating or supply delays typically add 2–6% reduction.
- Truck congestion at plant entry points may cause 3–10% temporary loss.
- Stockpile shortages during peak paving hours can lead to 5–25% efficiency drop in extreme cases.
👉 These unpredictable material supply issues are often the largest contributor to output fluctuations in real projects.
Operator And Site Differences Result In 5%–15% Daily Variation
Even when using identical equipment, the same plant can perform differently depending on site management and operational practices.
- Operator experience and workflow coordination can change efficiency by 2–5%.
- Weather variations, such as rain or high humidity, impact material handling and heating stability by 2–6%.
- Gradual equipment wear and deferred maintenance may reduce output by 1–4%.
- Site layout and logistics efficiency, including truck movement and material storage, can contribute 2–5% difference.
👉 Combined, these site and operational factors lead to 5%–15% daily output variation, even when nominal asphalt batching plant tph remains unchanged.
Real Output Usually Stabilizes Around 70%–90% Of Rated Capacity
👉 In most global construction projects: Actual production = 70%–90% of rated capacity, which naturally informs planning margins and plant selection decisions.
Actual output may vary, but capacity loss can be reduced with the right equipment and technology. 👉 Next, discover how AIMIX asphalt batching plants help maintain stable production and achieve output closer to rated capacity.
How Do AIMIX Asphalt Batching Plants Help Maintain Stable Output?
While no asphalt batching plant can operate at 100% rated capacity under all conditions, equipment design and control systems can significantly reduce production fluctuations. AIMIX asphalt batching plants are engineered to maintain more stable and predictable output in real-world construction projects, with typical stability improvements of 10–20% compared with conventional systems.

Up To 15% Higher Mixing Efficiency For More Stable Daily Output
Optimized mixing technology improves production efficiency by up to 15%, helping stabilize daily output at approximately 80–120 tons of additional asphalt per day under continuous operation conditions, depending on plant capacity.
High-Precision Weighing System Reduces Output Deviation To Within ±1%
Advanced weighing systems ensure aggregate accuracy within ±0.5% and asphalt/filler within ±0.25%, keeping overall batching deviation controlled within ±1%, which significantly reduces material waste and output inconsistency.
Intelligent Control System Reduces Unplanned Downtime By Up To 25%
Automation control, remote monitoring, and predictive maintenance help reduce unexpected shutdowns by approximately 15–25%, ensuring more continuous production cycles and improving overall output stability across long-term projects.
Fast Relocation Helps Achieve Stable Production Within 24–48 Hours
Mobile asphalt batching plants can be installed and commissioned within 1–2 days (24–48 hours), allowing projects to reach stable production earlier and reducing early-stage output loss by up to 20% compared with traditional setup methods.
👉 By combining intelligent automation, precise batching, and high-efficiency mixing technology, AIMIX asphalt plants help contractors achieve more stable production and higher capacity utilization throughout the project lifecycle. While stable output helps maximize plant performance, capacity requirements can vary significantly from one project to another. So, what capacity ranges are most commonly chosen around the world? Let’s take a look at the global trends shaping asphalt batching plant capacity demand.
How Does Asphalt Batching Plant Capacity Affect Production Cost Per Ton?
Asphalt batching plant capacity directly impacts production cost per ton, not through output size alone, but through economies of scale, utilization rate, and fixed cost distribution. In real-world projects, this means that different capacity levels can lead to significantly different cost efficiency outcomes. 👉 For contractors, this relationship determines whether a project is cost-optimized or over-budget, especially in long-duration infrastructure works.


Low Capacity Asphalt Plants Have Higher Cost Per Ton Due To Limited Batch Throughput (40–100 TPH)
Small batch asphalt plants operate with fewer effective batches per hour:
- Output range: 300–1,000 tons/day.
- Fewer batch cycles per hour under real operation conditions.
- Utilization rate typically 40–60% depending on project demand fluctuation.
- Higher idle time between batches in small projects.
👉 As a result, fixed batch costs (energy + labor + setup per cycle) are not fully absorbed, leading to higher production cost per ton.
Mid Capacity Asphalt Batch Plants Achieve Optimal Cost Efficiency (80–200 TPH)
Mid-range asphalt batching plants operate in the most stable batch production environment:
- Output range: 800–2,000 tons/day.
- Stable continuous batch cycling under 45–60 second production rhythm.
- Utilization rate typically 70–90% in active infrastructure projects.
👉 This range achieves the lowest average production cost per ton, because batch cycles are efficiently distributed across stable demand without excessive idle time or overload.
High Capacity Asphalt Batch Plants Reduce Cost Only Under Continuous Batch Demand (200–400+ TPH)
Large asphalt batch mix plants achieve strong economies of scale through high-frequency batch output:
- Output range: 2,000–5,000+ tons/day.
- High batch repetition efficiency reduces energy cost per ton by 15–30% compared to small plants.
- Requires continuous raw material supply and stable paving demand.
👉 However, if utilization drops below 60–70%, batch inefficiency increases sharply due to high fixed system cost per cycle and underused production lines.
Fixed Batch Asphalt Plant Cycle Costs Are Diluted At Higher Capacity Output
- Heating and drying energy per batch.
- Mixing cycle operation (typically 45–60 seconds).
- Control system and operator cost per cycle.
- Equipment wear per batch process.
👉 When asphalt batching plant output increases from 100 TPH to 300 TPH, more tons are produced per cycle hour, meaning the same batch system cost is distributed over 2–3× higher daily output (≈1,000 → 3,000 tons/day), significantly reducing cost per ton.
Cost Efficiency Is Driven By Batch Utilization Rate
- Batch cycle frequency.
- Equipment utilization per hour.
- Stability of material feeding system.
👉 Industry analysis shows:
- 80% utilization → lowest cost per ton.
- 60–80% utilization → balanced efficiency.
- ≤60% utilization → sharply increasing cost per ton.
Practical Value For Users (Engineering Decision Impact)
- Reduce production cost per ton by 10–30% through correct batch capacity matching.
- Avoid underutilized batch systems in small-scale projects.
- Improve fuel and energy efficiency per batch cycle.
- Maintain stable paving schedules in long-term projects (6–24 months).
- Optimize bidding competitiveness by controlling asphalt unit cost.
👉 In real highway and infrastructure projects, batch type asphalt plant capacity mismatch is one of the most common causes of cost overruns.
After analyzing how production scale of batch type asphalt plant affects production cost per ton, project owners can clearly see the strong connection between capacity and efficiency in real projects. This relationship directly influences equipment selection, operating costs, and overall project profitability. But in practice, many detailed questions still remain during decision-making and operation. Next, let’s go through some frequently asked questions about asphalt batching plant capacity to help you make a clearer choice.
Frequently Asked Questions About Asphalt Batching Plant Capacity
Why Does The Same Asphalt Batching Plant Show Different Daily Output In Real Projects?
What Is The Main Reason Asphalt Plants Fail To Reach Full Capacity?
How Does Aggregate Moisture Affect Asphalt Batching Plant Capacity?
What Is The Impact Of Truck Scheduling On Asphalt Plant Capacity Utilization?
How Much Capacity Loss Is Caused By Unstable Batching Cycles?
Why Do Two Asphalt Plants With The Same Capacity Produce Different Results?
Maintenance condition of burners and mixers
Aggregate quality and moisture variation
Operator control precision
Site logistics efficiency and coordination
What Is The Acceptable Utilization Range For Stable Asphalt Batching Plant Operation?
How Much Efficiency Loss Happens In Poorly Coordinated Construction Sites?
Get The Right Asphalt Batching Plant Capacity For Your Project
Don’t let the wrong capacity slow your project down or increase your costs. The right choice means faster production, smoother construction, and better profit control. With extensive industry experience, we can help you select the most suitable asphalt batching plant capacity based on your actual project needs. 👉 Contact us today for a free consultation. As an outstanding asphalt plant supplier, we will help you find the ideal asphalt batching plant capacity for your project and provide a customized solution.


