



Amid rising global costs, the asphalt industry is shifting from growth-driven to cost-driven competition. While HMA prices stay around $120–$160 per ton, fuel and labor costs have increased by 20%–30%, squeezing profit margins despite steady demand growth. In this context, the asphalt mixing plant—accounting for 30%–50% of operating costs—plays a decisive role. Choosing an asphalt plant based on lifecycle cost and efficiency, rather than just upfront price, is key to achieving real cost reduction and improved profitability.
Global Asphalt Industry Under Rising Cost Pressure
At this stage, the asphalt industry is no longer driven simply by rising prices, but by a systemic shift shaped by energy systems, construction methods, and project delivery models. Traditional profit models based on cheap energy and experience-based operation are losing effectiveness, while competition is moving from “project acquisition” to “cost control and equipment efficiency.” In this context, the asphalt mixing plant is no longer just a production tool, but a key factor in unit cost, stability, and delivery capability. Therefore, cost pressure should be analyzed from three dimensions: cost structure, operations, and industry mechanisms.
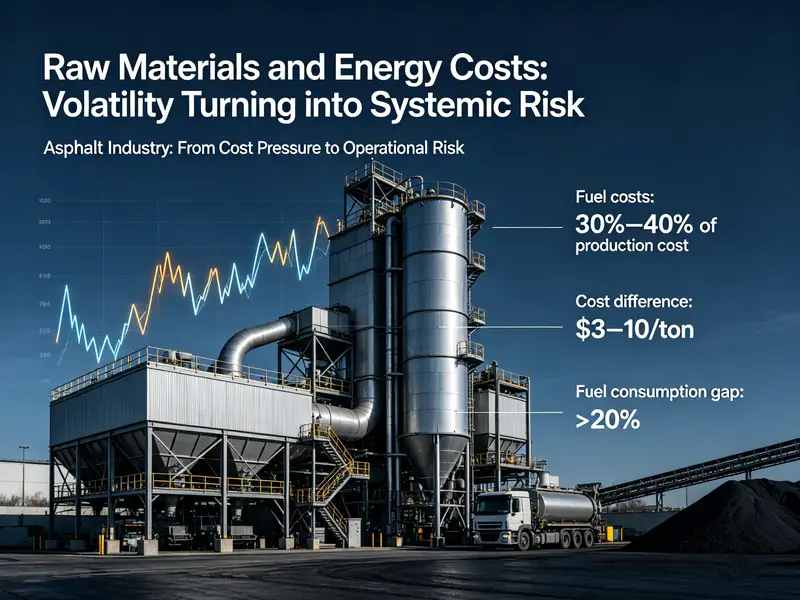
Raw Materials and Energy Costs: Volatility Turning into Systemic Risk
The significant change in the asphalt industry is no longer cost increase itself, but rising unpredictability. Long-term fluctuations in crude oil prices have kept bitumen pricing highly sensitive, while refinery restructuring has reduced supply flexibility.
From a production perspective, asphalt mixing plants are highly dependent on energy input:
Fuel costs account for approximately 30%–40% of total production cost.
Cost differences per ton caused by energy efficiency can reach $3–10/ton.
Equipment thermal efficiency gaps can lead to over 20% differences in fuel consumption.
More importantly, this volatility is no longer just a market issue—it has become an operational risk. The same project can generate significantly different profit levels depending on the energy cycle.
👉 Key shift: Companies are no longer just “bearing costs,” but “bearing volatility.”
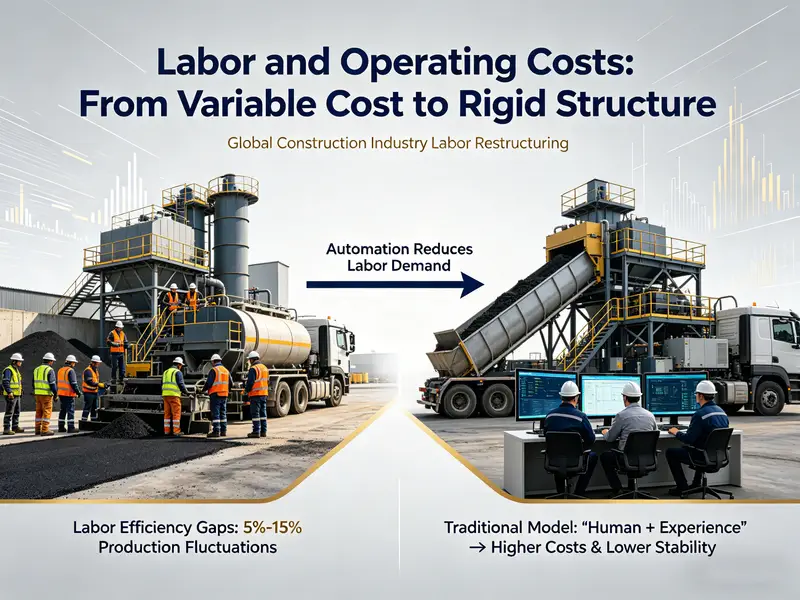
Labor and Operating Costs: From Variable Cost to Rigid Structure
Unlike energy costs, labor costs are becoming increasingly rigid. As the global construction industry faces labor restructuring, the shortage of skilled operators is pushing wages higher with little possibility of reversal.
In asphalt plant operations, this trend is particularly clear:
Traditional asphalt plants require 6–10 workers per shift.
Highly automated plants can reduce this to 2–4 workers per shift.
Labor efficiency gaps can cause 5%–15% production fluctuations.
A deeper issue is that many traditional asphalt plants still rely on a “human + experience” model, including temperature control, mix adjustment, and equipment inspection. This not only increases costs but also reduces operational stability.
👉 Result: Labor is no longer just an expense item—it has become a structural factor affecting production stability.
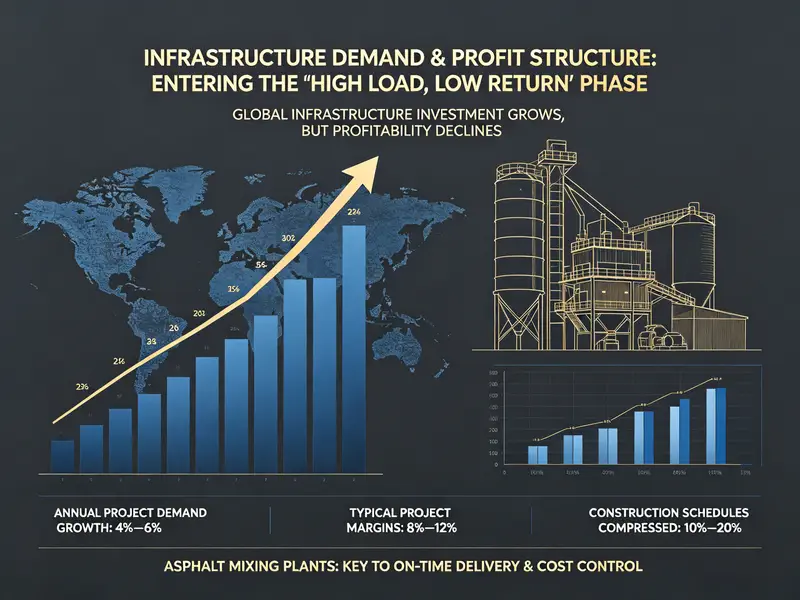
Infrastructure Demand and Profit Structure: Entering a “High Load, Low Return” Phase
On the demand side, global infrastructure investment continues to grow, but profit structures are shifting significantly. Increasing project volume does not translate into higher profitability, but instead leads to “high competition and low margins.”
Current industry trends include:
Annual project demand growth of 4%–6%.
Typical project profit margins declining to 8%–12%.
Construction schedules compressed by 10%–20%.
Intensified bidding competition due to price transparency.
This indicates a shift from “project acquisition-driven” competition to “delivery capability-driven” competition.
👉 More importantly, asphalt mixing plants are no longer just production equipment. They directly determine whether projects can be delivered on time and whether hidden costs (rework, delays, quality fluctuations) can be avoided.
Industry Operating Mechanism Shift: From Scale Competition to Efficiency Competition
The current cost increase is not a short-term fluctuation, but a long-term structural trend driven by energy, environmental regulation, and industrial restructuring. As a result, the logic of competition is fundamentally changing.
| Cost Factor | Past Characteristics | Current Trend |
|---|---|---|
| Energy Cost | Relatively stable | High volatility + rising |
| Labor Cost | Adjustable | Rigid upward trend |
| Environmental Cost | Low | Continuously increasing |
| Equipment Cost | One-time investment | Full lifecycle impact |
Under this structure, differences between companies are no longer defined by “having equipment,” but by “equipment efficiency and system capability.”
👉 Core transformation: Competition is shifting from scale-driven to efficiency-driven, and from low-cost advantage to full lifecycle cost control capability. Therefore, the selection logic of asphalt mixing plants is also changing: it is no longer about purchasing equipment, but about choosing a cost structure.
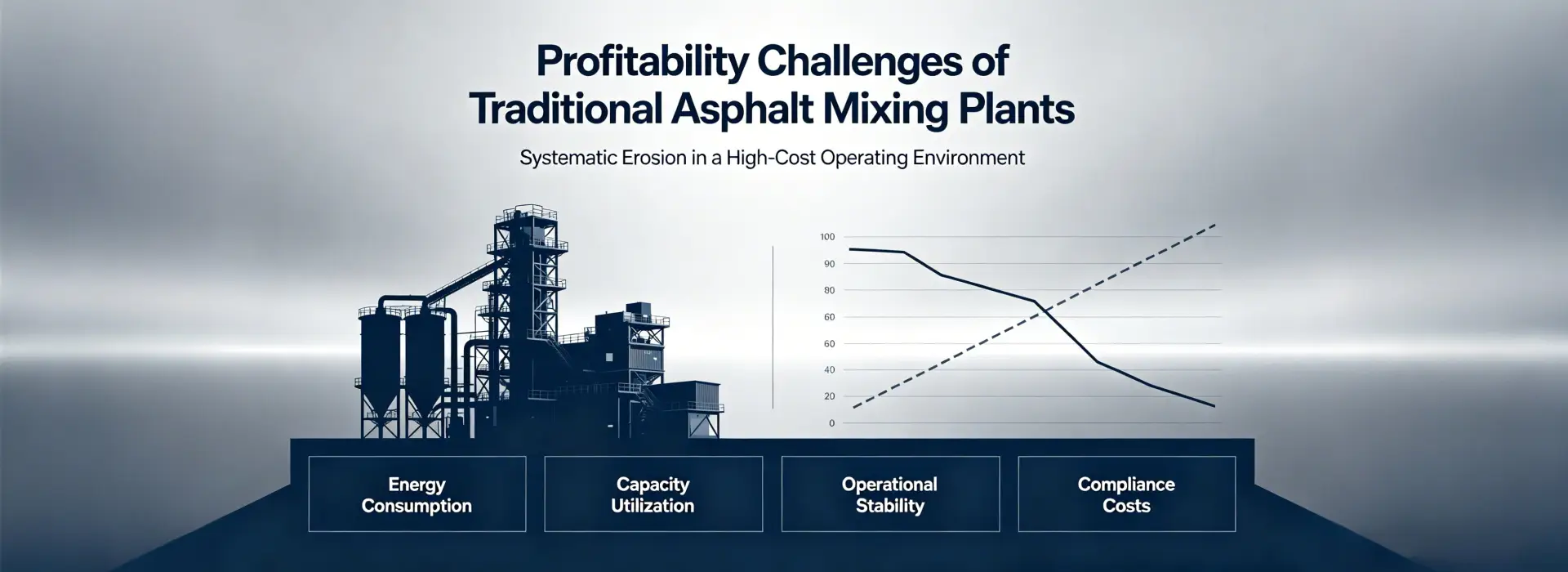
Profitability Challenges of Traditional Asphalt Mixing Plants
As cost structures continue to rise, the profitability of traditional asphalt mixing plants is being systematically eroded. The core issue is no longer isolated cost increases, but a structural mismatch between legacy equipment design logic and today’s high-cost operating environment. Systems originally designed for low energy prices and low labor costs are now amplifying inefficiencies. These challenges are mainly reflected in four areas: energy consumption, capacity utilization, operational stability, and compliance costs.
High Energy Consumption: Profit Continuously Eroded by “Per-Ton Losses”
Industry data shows:
Fuel consumption differences between plants can reach 20%–35%.
Fuel cost differences are approximately $3–10 per ton.
Energy costs account for around 30%–40% of total operating costs.
More importantly, these costs are continuous rather than one-time expenses. Even during normal operation, inefficient energy use constantly erodes profit.
👉 Key issue: Traditional equipment lacks a “cost buffering capability” against energy price volatility.
Low Equipment Utilization: Hidden Costs Overlooked for Years
Typical operating conditions include:
Theoretical capacity utilization: 70%–90%.
Actual stable operating rate: 50%–70%.
Idle/waiting time: up to 10%–25%.
Key contributing factors include:
Unstable raw material supply rhythm.
Low efficiency in manual scheduling.
Slow equipment response.
High switching cost between projects.
👉 Result: Equipment may appear to be operating, but a significant portion of capacity is actually wasted.
Mismatch Between Capacity and Market Demand: Scale Advantage Is Weakening
Current market trends show:
Declining share of large-scale single projects.
Small and medium projects now account for 60%+ in some regions.
Average project duration reduced by 10%–30%.
This leads to a key contradiction: 👉 Higher capacity does not necessarily mean higher utilization—it may increase idle time instead.
Capacity mismatch also creates additional costs:
Low-load operation increases unit energy consumption by 10%–20%.
Frequent start-stop cycles accelerate equipment wear.
Excess capacity cannot be converted into revenue.
Key Profitability Issues of Traditional Asphalt Mixing Plants
| Dimension | Typical Performance | Industry Average | Direct Impact |
|---|---|---|---|
| Energy Efficiency | Low combustion efficiency, high heat loss | Fuel accounts for 30%–40% of cost | +$3–10/ton cost increase |
| Capacity Utilization | Intermittent and low-load operation | 50%–70% | +10%–20% higher unit energy consumption |
| Labor Dependency | Experience-based operation | 6–10 workers per shift | $30k–80k+ annual labor cost |
| Downtime Frequency | Frequent unplanned shutdowns | 1–3 times/month | Project delay + extra cost |
| Environmental Compliance | Increasing regulatory pressure | Medium compliance level | Retrofit + shutdown risk |
| Equipment Flexibility | Slow relocation, limited adaptability | Mostly stationary asphalt plants | High switching cost |
👉 Core conclusion: The issue is not a single defect, but multiple cost inefficiencies occurring simultaneously.
Rising Maintenance and Downtime Costs: From Maintenance to Opportunity Loss
Common issues include:
Wear part replacement cycles shortened by 10%–25%.
Increased frequency of unplanned shutdowns.
Maintenance depends heavily on manual experience.
The real cost of downtime includes not only repair expenses but also:
Lost production output.
Project delay penalties.
Additional energy consumption during restart.
In some projects, a single shutdown can lead to losses of several thousand to tens of thousands of dollars.
👉 Key shift: Maintenance is no longer a controllable cost—it has become an unpredictable risk.
Rising Environmental and Compliance Costs: Hidden Burden on Equipment
Key regulatory changes include:
Stricter dust emission standards.
Higher requirements for flue gas control.
Inclusion of noise and energy efficiency metrics.
Increased RAP (Reclaimed Asphalt Pavement) usage requirements.
Direct cost impacts include:
Higher investment in dust collection system upgrades.
10%–20% increase in environmental maintenance costs.
Shutdown risks due to non-compliance.
👉 Deeper impact: Environmental compliance is no longer just a regulatory issue—it has become a key constraint in equipment selection.
Hidden Cost Structure of Traditional Asphalt Mixing Plants (Annual Estimate)
| Cost Type | Cause | Annual Loss Range (Reference) | Optimizable |
|---|---|---|---|
| Energy Loss | Low thermal efficiency, fuel waste | $20,000–120,000 | High |
| Labor Redundancy | Multi-person dependency | $30,000–80,000 | Medium |
| Downtime Loss | Unplanned maintenance | $10,000–50,000 | Medium |
| Low Utilization Loss | Idle capacity | $15,000–100,000 | High |
| Compliance Costs | Retrofit or penalty risks | $5,000–60,000 | Medium |
👉 Overall insight: Hidden costs in a single traditional asphalt plant may account for 15%–35% of total operating costs.
Key Development Trends in the Asphalt Mixing Plant Industry for 2026
Against the backdrop of rising global costs and increasingly strict environmental regulations, the asphalt mixing plant industry is rapidly shifting from “equipment competition” to “system capability competition.” Traditional models based on low energy costs and experience-driven operation are being replaced. The industry is entering a new phase defined by digital control, energy efficiency, recycled materials, and flexible deployment. These changes are not only reshaping technology development but also redefining equipment selection standards.


Digitalization and Intelligent Control: From Human Experience to System Decision-Making
As production complexity increases, traditional experience-based control methods are being gradually replaced by digital systems. Modern asphalt mixing plants are increasingly adopting PLC control systems, IoT-based remote monitoring, and data analytics modules, shifting production from “human judgment” to “system optimization.”
Industry trends show:
Automation coverage has exceeded 70%+ in mid-to-high-end equipment.
Remote monitoring and fault prediction are becoming standard features.
Operator requirements have decreased by 30%–60%.
More importantly, digitalization is not only reducing labor demand but also improving production stability, including:
Reduced mix ratio deviation.
Lower temperature fluctuation.
Improved shutdown prediction capability.
👉 Key shift: Equipment is evolving from a mechanical system into a data-driven system.
Energy Efficiency as a Core Competitive Factor: The First Battlefield of Cost Control
With energy costs remaining at elevated levels, energy efficiency has become a critical factor in equipment competitiveness. Significant performance differences in drying drums, burner systems, and heat recovery systems are directly translating into profit gaps.
Current industry trends include:
Replacement of traditional burners with high-efficiency combustion systems.
Gradual adoption of heat recovery systems.
Low-energy drying technology becoming a standard direction.
Data shows that energy consumption differences between equipment can reach 20%–30%, and this gap is amplified over long-term operation.
👉 Key shift: Energy efficiency is no longer a configuration upgrade, but a tool for optimizing profit structure.

Key Energy-Saving and Cost-Reduction Technologies in Asphalt Plants
| Technology | Function | Cost Impact | Industry Stage |
|---|---|---|---|
| High-efficiency burner system | Reduces fuel consumption | ↓10%–20% fuel cost | Widely adopted |
| Heat recovery system | Improves thermal efficiency | ↓5%–10% energy consumption | Mid-to-high-end equipment |
| RAP recycling technology | Reduces material cost | ↓3%–8% total cost | Rapid growth |
| Warm Mix Asphalt (WMA) | Lowers mixing temperature | ↓10%–20% energy consumption | Accelerating adoption |
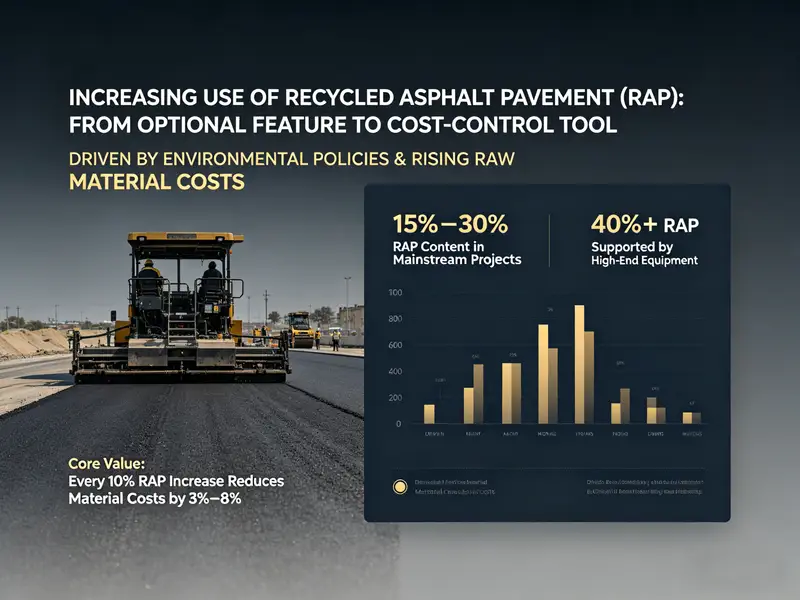
Increasing Use of Recycled Asphalt Pavement (RAP): From Optional Feature to Cost-Control Tool
Driven by both environmental policies and rising raw material costs, the use of Recycled Asphalt Pavement (RAP) is rapidly increasing and becoming a key method for reducing material costs.
Current industry trends indicate:
Mainstream projects now use 15%–30% RAP content.
High-end equipment can support 40% or higher.
RAP usage is increasingly included in project evaluation systems.
The core value of RAP is not only environmental protection but direct cost reduction: Every 10% increase in RAP usage can reduce material costs by 3%–8%.
👉 Key shift: RAP is evolving from an environmental technology into a cost-control tool.
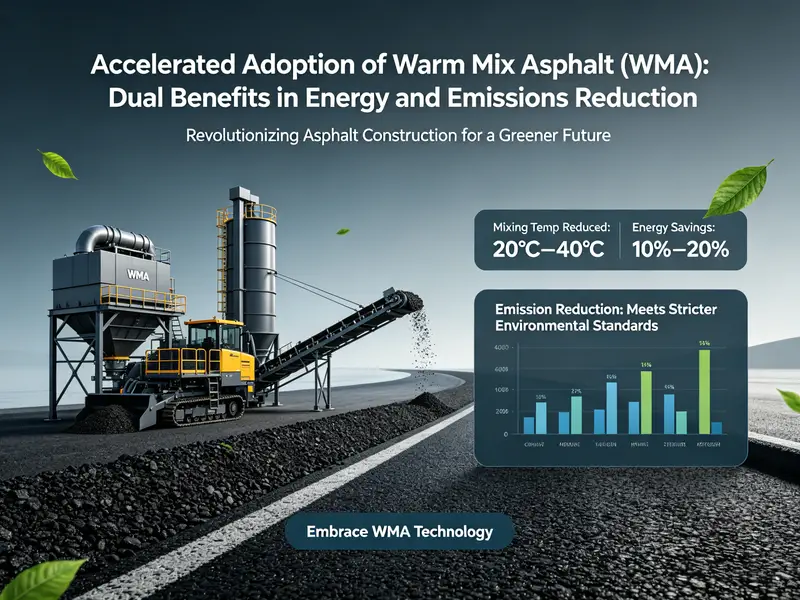
Accelerated Adoption of Warm Mix Asphalt (WMA): Dual Benefits in Energy and Emissions Reduction
Warm Mix Asphalt (WMA) technology reduces mixing and production temperatures, significantly lowering fuel consumption and emissions. With global environmental regulations tightening, its application is expanding rapidly.
Industry trends include:
Mixing temperature reduced by 20°C–40°C.
Energy consumption reduced by 10%–20%.
Significant emission reduction, meeting stricter environmental standards.
WMA not only reduces energy costs but also improves construction flexibility, especially in low-temperature or high-humidity environments.
👉 Key shift: Construction conditions are being redefined by technology.

Growing Demand for Modular and Mobile Equipment: Adapting to Fragmented Project Structures
As project sizes become smaller and more geographically dispersed, the adaptability of traditional large fixed asphalt plants is declining. Demand for modular and mobile solutions is increasing significantly.
Current market changes include:
Rising share of multi-site construction projects.
Project duration shortened by 10%–30%.
Faster relocation becoming a key competitive factor.
Corresponding trends:
Modular design reduces installation time by 30%–50%.
Mobile asphalt plants adapt to more complex construction environments.
Rapid assembly and disassembly become key selection criteria.
👉 Key shift: Equipment is no longer just a production center, but a form of “mobile production capability.”
Comparison of Asphalt Plant Development Trends
| Type | Application Scenario | Advantages | Trend |
|---|---|---|---|
| Stationary | Large-scale/highway projects | Stable, high output | Still mainstream but declining share |
| Modular | Multi-site construction | Fast installation, flexible | Rapid growth |
| Mobile | Remote/dispersed projects | High mobility, strong adaptability | Fastest growing segment |
Restructuring the Core Logic of Cost Reduction and Efficiency Improvement
Against the backdrop of rising costs and rapid technological iteration, the selection logic for asphalt mixing plants is undergoing a fundamental shift. The traditional decision-making approach centered on “equipment price” can no longer explain real differences in operating costs. More and more companies are realizing that what truly determines profitability is not the purchase price, but long-term energy consumption, operational efficiency, and system stability. Therefore, the core of cost reduction and efficiency improvement is shifting from “buying cheaper equipment” to “achieving lower operating costs over time.”

Cost Structure Breakdown: From Equipment Cost to Operation-Dominated Costs
Traditional procurement decisions typically focus on initial investment (CAPEX). However, in real-world operations, more than 70%–85% of total costs come from long-term operations (OPEX). This means that focusing only on purchase price significantly underestimates the true cost gap.
Typical Cost Structure of Asphalt Mixing Plants
| Cost Type | Share Range | Characteristics |
|---|---|---|
| Initial Investment (CAPEX) | 10%–25% | One-time expense |
| Energy Cost | 30%–40% | Continuously fluctuating |
| Labor Cost | 10%–20% | Rigid upward trend |
| Maintenance Cost | 10%–15% | Hidden and increasing |
| Downtime Loss | 5%–15% | High-risk variable |
👉 Key conclusion: Equipment price represents only a small portion of total cost structure. The real gap comes from long-term operational cost differences.
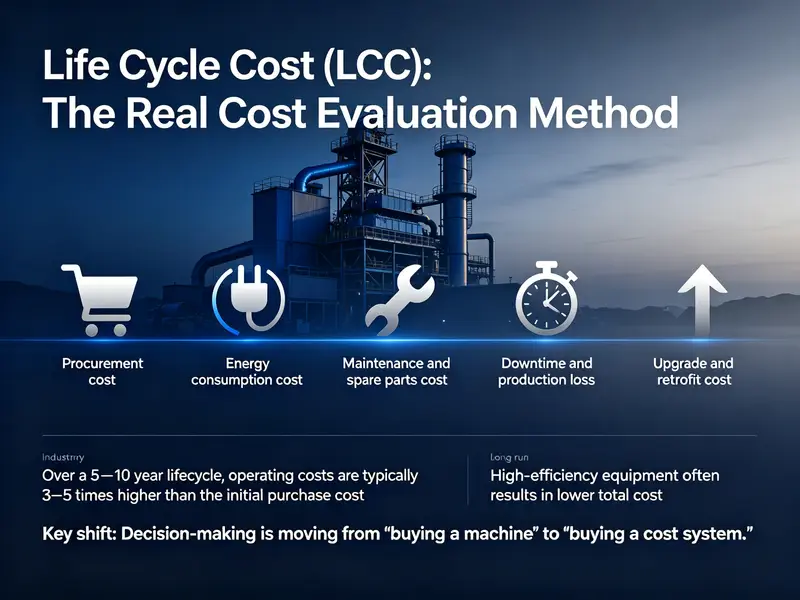
Life Cycle Cost (LCC): The Real Cost Evaluation Method
In modern engineering equipment management, more companies are adopting LCC (Life Cycle Cost) as the core evaluation method. This approach considers not only purchase cost, but all expenses over the entire lifecycle of the equipment.
LCC includes:
Procurement cost.
Energy consumption cost.
Maintenance and spare parts cost.
Downtime and production loss.
Upgrade and retrofit cost.
Industry data shows: Over a 5–10 year lifecycle, operating costs are typically 3–5 times higher than the initial purchase cost.
This means: Low-cost equipment is not necessarily cheaper in the long run. High-efficiency equipment often results in lower total cost.
👉 Key shift: Decision-making is moving from “buying a machine” to “buying a cost system.”
ROI-Driven Decision Making: From Price to Return
In traditional procurement logic, price is the primary evaluation factor. However, in a high-cost operating environment, this logic is being replaced by ROI (Return on Investment). The core shift in ROI thinking is: No longer focusing on “how much it costs to buy”, But on “payback period and cost per ton difference”.
ROI Comparison Factors
| Factor | Low-End Equipment | High-Efficiency Equipment |
|---|---|---|
| Initial Cost | Low | High |
| Energy Cost | High | Low |
| Labor Cost | High | Low |
| Payback Period | Long | Short |
In practice, even if equipment costs 10%–20% more upfront, a 15%–30% reduction in energy consumption can often result in cost recovery within 1–3 years.
👉 Core conclusion: Price differences are short-term; efficiency differences determine long-term returns.
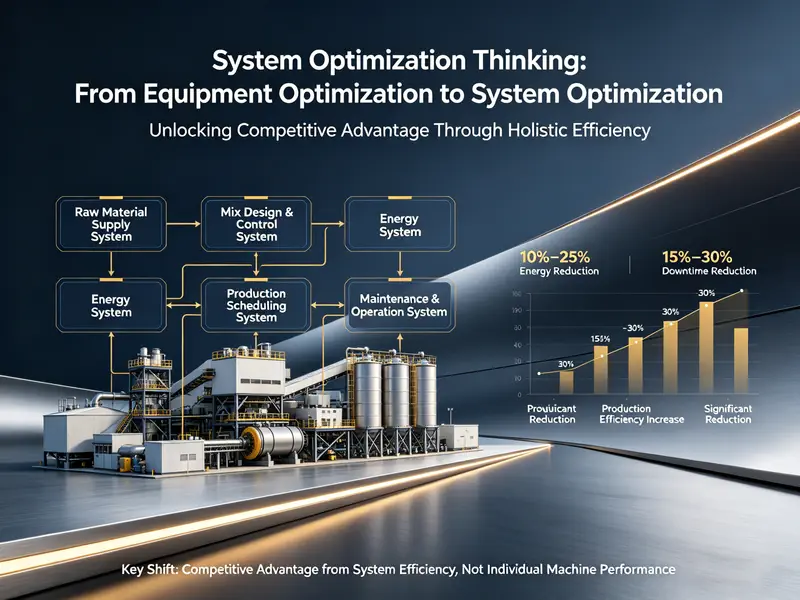
System Optimization Thinking: From Equipment Optimization to System Optimization
Traditionally, companies optimize equipment by focusing on single metrics such as fuel consumption or output capacity. However, in modern asphalt production systems, single-point optimization is no longer sufficient to solve overall cost challenges.
A complete system typically includes:
Raw material supply system.
Mix design and control system.
Energy system.
Production scheduling system.
Maintenance and operation system.
When these subsystems are optimized together, they create a compounding effect:
Energy consumption reduced by 10%–25%.
Production efficiency increased by 15%–30%.
Downtime significantly reduced.
👉 Key shift: Competitive advantage comes from system efficiency, not individual machine performance.
Six Core Criteria for Asphalt Mixing Plant Selection
After clarifying the core logic of cost reduction and efficiency improvement, the key factor that determines long-term profitability lies in how to select the right equipment. In today’s high-cost environment, selecting an asphalt mixing plant is no longer a simple specification-matching task. It has become a systematic decision involving energy consumption structure, production model, and operational efficiency. The following six dimensions form the core evaluation framework for modern asphalt plant selection.

Capacity Matching and Load Efficiency: The Foundation of Profitability
Capacity selection is no longer about “the bigger, the better,” but about whether the equipment can operate consistently within an efficient load range. Overcapacity leads to idle resources, while undercapacity causes overload operation—both increase unit costs.
Industry experience shows:
Optimal operating load range: 70%–85%.
Below 60% load: unit energy consumption increases by 10%–25%.
Long-term high-load operation increases maintenance frequency.
👉 Key criterion: Whether the plant can consistently operate in a high-efficiency load range, not peak capacity.
Equipment Type Selection (Batch / Drum / Mobile): The Foundation of Production Logic
Different types of asphalt mixing plants correspond to different project structures. Choosing the wrong type can lead to long-term efficiency loss.
Type Comparison
| Type | Application Scenario | Key Advantage | Typical Limitation |
|---|---|---|---|
| Batch | High-grade roads | High mixing accuracy | Slightly higher cost |
| Drum | Large-scale projects | Low cost, high efficiency | Limited flexibility |
| Mobile | Distributed projects | Fast relocation | Lower peak capacity |
👉 In today’s market, increasing project fragmentation is driving demand for mobile and modular asphalt plants, while traditional single large-scale plants are becoming less adaptable.
👉 Key insight: Equipment type selection = prediction of future project structure.
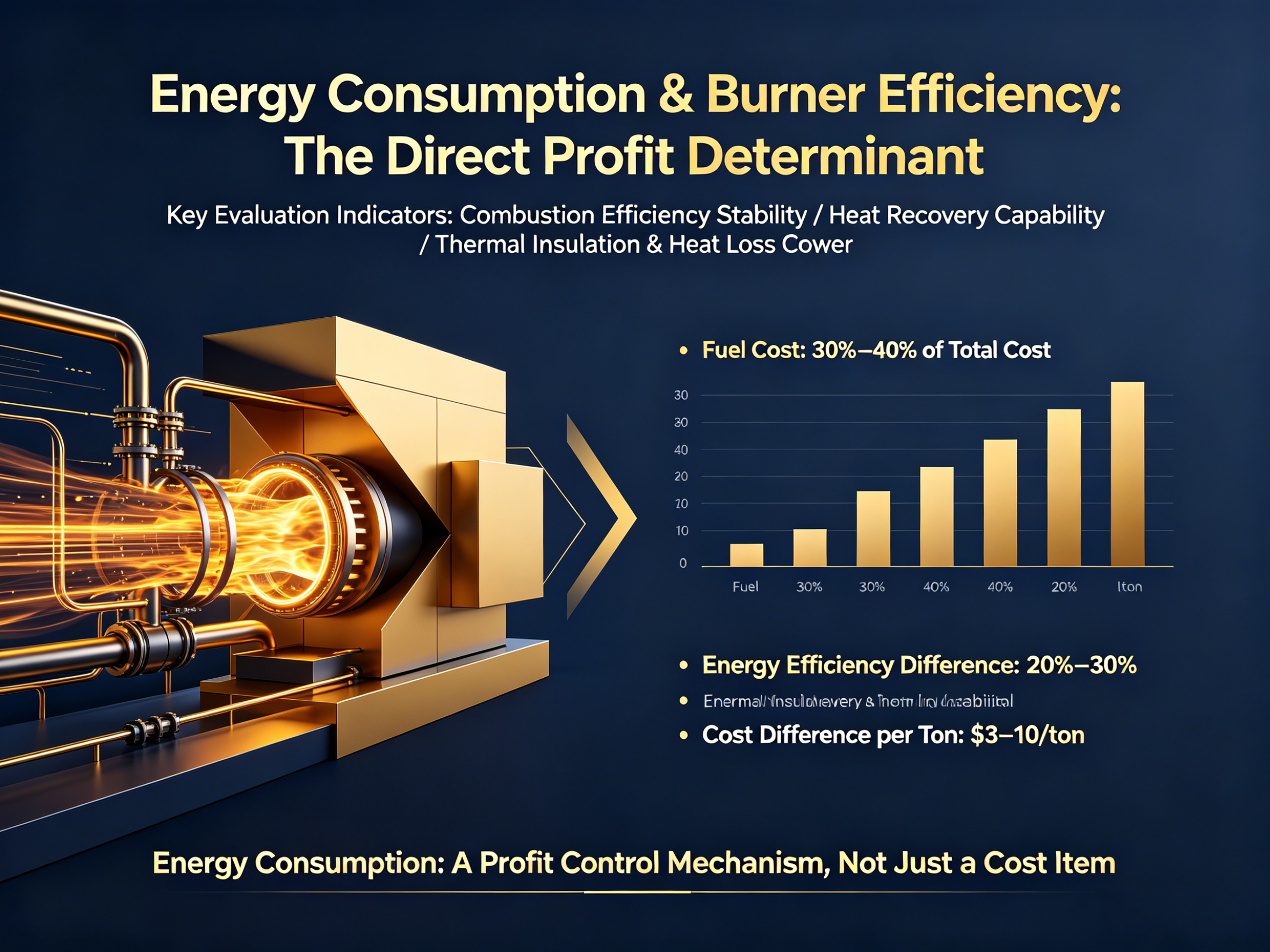
Energy Consumption and Burner Efficiency: Direct Determinant of Profit
Energy consumption is one of the most critical cost factors, especially in drying and combustion systems. Efficiency differences between plants directly translate into long-term profit gaps.
Industry benchmarks:
Fuel cost accounts for 30%–40% of total cost
Energy efficiency differences between plants: 20%–30%
Cost difference per ton: $3–10/ton
Key Evaluation Indicators:
Stability of combustion efficiency
Heat recovery capability
Thermal insulation and heat loss control
👉 Conclusion: Energy consumption is not just a cost item—it is a profit control mechanism.

RAP Recycling Capability: Determining Future Cost Flexibility
With rising environmental regulations and material costs, Reclaimed Asphalt Pavement (RAP) has become a key tool for reducing material expenses. The ability of a plant to handle high RAP content directly determines future cost reduction potential.
Current industry trends:
Standard equipment: 10%–20% RAP support.
Mid-to-high-end equipment: 30%–40% RAP capability.
Advanced systems: even higher ratios under development.
Cost impact: Every 10% increase in RAP usage reduces material cost by 3%–8%
👉 Core logic: RAP capability = ability to hedge raw material price volatility.
Automation and Intelligence Level: Driving Labor Cost and Stability
Automation level directly affects manpower requirements, production stability, and the probability of human error. With rising labor costs globally, this factor is becoming increasingly important.
Automation Impact Comparison
| Automation Level | Labor Requirement | Stability | Cost Performance |
|---|---|---|---|
| Low | 6–10 workers | High fluctuation | High cost |
| Medium | 4–6 workers | Moderate stability | Medium |
| High | 2–4 workers | High stability | Low cost |
Automation is not only about reducing manpower—it also: Reduces human error, improves mix consistency, and lowers shutdown risk.
👉 Key shift: From “human-controlled equipment” to “system-controlled production.”
Relocation Capability and Site Adaptability: Driving Project Expansion Efficiency
In multi-project construction environments, relocation speed and installation efficiency have become key competitive factors. Traditional stationary plants require long installation periods and high relocation costs, while modular and mobile asphalt plants offer significant advantages.
Industry trends:
Traditional asphalt plant installation: 20–40 days.
Modular systems: reduced by 30%–50%.
Mobile asphalt plants: rapid deployment capability.
Key influencing factors:
Modular design availability.
Foundation complexity.
Disassembly and transport efficiency.
👉 Key shift: Equipment is evolving from a fixed production site into mobile production capability.

Selection Strategies for Asphalt Mixing Plants in Different Application Scenarios
After analyzing the core selection criteria, real decision-making must return to specific project scenarios. Different construction environments, project scales, and schedule structures directly affect the optimal configuration of asphalt mixing plants. In today’s context of high costs and high efficiency requirements, there is no universal best solution. Instead, equipment selection must be systematically matched to each application scenario.
Urban Road Projects: Space Constraints + Environmental Priority + Fast Construction
Urban road projects are typically characterized by limited construction space, strict environmental regulations, and sensitivity to traffic disruption. These conditions place high demands on equipment compactness and environmental performance. At the same time, short project durations and frequent switching require strong flexibility.

Typical Requirements
Limited construction space (urban areas / roadside sites).
Strict emission and environmental standards.
Short project duration (1–6 months).
Frequent multi-site switching.
Recommended Equipment Solutions
Compact batch-type asphalt mixing plants.
Modular design (reduces installation time by 30%+).
High-efficiency dust collection and low-emission systems.
Rapid assembly and relocation capability.
👉 Selection conclusion: Urban projects prioritize “compact design + environmental compliance + fast deployment” rather than maximum capacity.
Highway Projects: High Quality + Continuous Operation + Stable Output
Highway projects represent the highest standards in asphalt construction. They require continuous operation, high-quality mix consistency, and strong production stability. In this type of project, flexibility is less important than reliability and consistency.
Typical Requirements
Large-scale continuous construction.
High requirements for mix design accuracy.
Strict construction schedules.
High quality standards (strong gradation stability requirements).
Recommended Equipment Solutions
Large-scale batch-type asphalt mixing plants.
High-precision metering systems.
Stable combustion and temperature control systems.
Support for RAP usage, but prioritizing stability.
👉 Selection conclusion: For highway projects, “stable production capability” is more important than maximum capacity.

Rural and Regional Road Projects: Low Cost + Distributed Construction + Energy Efficiency Priority
Rural and regional road projects are usually budget-sensitive, geographically dispersed, and relatively low in construction standards. The main objective is minimizing unit cost, rather than achieving high-end performance.
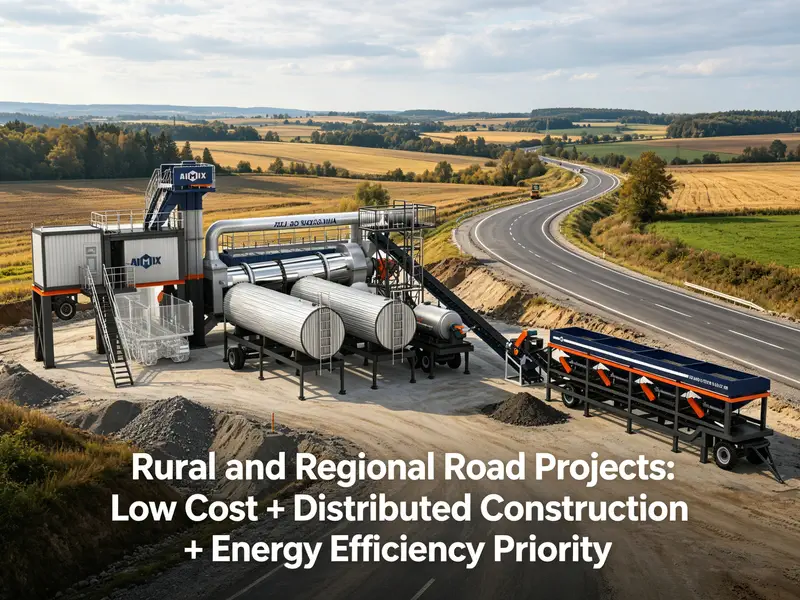
Typical Requirements
Small and scattered project scale.
High budget sensitivity.
Lower construction standards.
High transport and fuel cost proportion.
Recommended Equipment Solutions
Drum mix asphalt plants.
Low-energy combustion systems.
Simplified control systems.
Easy maintenance design.
👉 Selection conclusion: Rural projects prioritize “low cost + continuous efficient production.”
Multi-Project Contractors: Flexibility + Fast Relocation + Integrated Efficiency
Multi-project contractors typically handle projects of different sizes and locations simultaneously. Their main requirement is not a single performance metric, but overall operational flexibility and resource coordination efficiency.
Typical Requirements
Mixed project types (urban + rural + highway).
Dispersed construction sites.
Unstable project durations.
Fluctuating equipment utilization rates.
Recommended Equipment Solutions
Mobile asphalt mixing plants.
Modular combined systems.
Fast installation and dismantling structure.
Remote monitoring and centralized management.
👉 Selection conclusion: For multi-project users, “equipment flexibility” is more important than single-unit capacity.

Chapter Summary
Different application scenarios show significantly different selection logics, which fundamentally reflect differences in project structure and cost structure:
👉 Final conclusion: There is no “best” asphalt mixing plant—only the most suitable one for each specific scenario.
Key Technology Combinations for Cost Reduction and Efficiency Improvement
In today’s high-cost operating environment, single-technology optimization is no longer sufficient to significantly improve profitability. True cost reduction and efficiency gains come from systematic integration of multiple key technologies. Modern asphalt mixing plants are shifting from “single-machine performance optimization” to “overall system efficiency optimization,” where combustion systems, control systems, recycling systems, and structural design work together to reduce unit production costs.

High-Efficiency Combustion and Energy-Saving Systems: Defining the Baseline Cost Level
Optimization focuses include:
Precise fuel/gas ratio control.
High-efficiency atomization combustion technology.
Minimization of heat loss.
In real operation, differences in combustion systems directly result in:
Fuel consumption reduced by 10%–20%.
Significant improvement in thermal efficiency.
Noticeable reduction in cost per ton.
👉 Key role: The combustion system determines the lowest possible operating cost level.
Intelligent Control and Remote Maintenance Systems: Reducing Human Cost and Operational Variability
Core functions include:
Automatic mix ratio and temperature control.
Real-time monitoring.
Fault prediction and diagnostics.
Remote maintenance support.
Actual benefits:
Operator requirements reduced by 30%–60%.
Significant reduction in human error.
Production stability improved by 10%–20%.
👉 Core value: Transition from “human-controlled equipment” to “system-controlled production.”
RAP Recycling System Integration: The Core Path to Reducing Material Costs
Current industry trends:
Standard equipment: 10%–20% RAP usage.
Mid-to-high-end systems: 30%–40% capability.
Advanced systems: still evolving toward higher ratios.
Cost impact:
Every 10% increase in RAP usage reduces material cost by 3%–8%.
Simultaneously reduces resource consumption and environmental pressure.
👉 Key role: RAP systems directly define the “upper limit of material cost.”
Dust Collection and Material Recovery Systems: Reducing Hidden Waste
Key optimization directions include:
Baghouse dust collection system optimization.
Recycled filler reuse.
Precise fine material proportioning.
Actual results:
Improved filler utilization efficiency.
Reduced raw material waste.
Lower environmental compliance costs.
👉 Core logic: Eliminating “invisible cost leakage.”
Modular Design and Rapid Installation Systems: Reducing Time and Project Switching Costs
Industry comparisons:
Traditional fixed plant installation: 20–40 days.
Modular systems: 30%–50% shorter installation time.
Mobile systems: rapid deployment and relocation.
Direct impacts:
Reduced project waiting time.
Increased equipment utilization.
Lower project switching costs.
👉 Key value: Time is becoming a critical cost variable.
Typical Cost Comparison and Case Analysis
After clarifying the technical pathways and selection logic, the key question for enterprises is: how large are the cost differences between different equipment configurations in real long-term operation? This chapter presents typical comparisons and operational structure analysis to demonstrate real-world cost performance under different setups, further validating the principle that Life Cycle Cost (LCC) is more important than initial purchase price.


Low-Cost Equipment vs High-Efficiency Equipment: Short-Term Savings vs Long-Term Cost Burden
In the market, low-cost equipment typically attracts buyers with lower initial investment. However, its main issue lies in lower operational efficiency and higher energy consumption, which leads to significantly higher long-term costs.
Typical 5-Year Cost Comparison
| Indicator | Low-Cost Equipment | High-Efficiency Equipment |
|---|---|---|
| Initial Investment | Low (saves 10%–20%) | Higher |
| Fuel Consumption | High | 10%–25% lower |
| Labor Cost | High (6–10 workers) | Lower (2–5 workers) |
| Downtime Frequency | Higher | Lower |
| Total 5-Year Cost | Higher | Lower |
In real operation, even if high-efficiency equipment requires 10%–15% higher initial investment, it can typically achieve cost break-even within 2–3 years due to reduced energy and labor costs.
👉 Core conclusion: Low-cost equipment reduces “purchase cost,” while high-efficiency equipment reduces “lifecycle cost.”
Cost Difference With or Without RAP System: A Structural Divider of Material Costs
The RAP (Reclaimed Asphalt Pavement) system is one of the most important technologies affecting material cost today. Its core function is to reduce reliance on virgin aggregates and bitumen, directly lowering unit production cost.
Cost Structure Comparison
| Item | Without RAP System | With RAP System |
|---|---|---|
| Material Structure | Fully virgin materials | Partial substitution |
| RAP Usage Ratio | 0% | 15%–40% |
| Unit Cost Impact | Consistently high | 3%–8% reduction per 10% RAP |
| Environmental Pressure | High | Lower |
For example, in a project with 500,000 tons annual output:
Every 10% increase in RAP usage
Can reduce annual material cost by hundreds of thousands to over one million USD, depending on regional material prices
👉 Core conclusion: RAP is not an environmental option—it is a cost control tool.
Mobile vs Stationary Asphalt Plants: The Cost Trade-off Between Efficiency and Flexibility
The difference between mobile and stationary asphalt plants fundamentally reflects differences in project structure adaptability. With the increasing trend of multi-site, small-batch, and dispersed construction, this choice has a significant impact on total cost.
Comparison Structure
| Dimension | Stationary Plant | Mobile Plant |
|---|---|---|
| Initial Cost | Relatively lower | Slightly higher |
| Installation Time | 20–40 days | 5–15 days |
| Relocation Capability | Weak | Strong |
| Utilization Rate | Limited to single project | Higher |
| Project Adaptability | Single-site | Multi-site |
In practice, although mobile plants have slightly higher upfront costs, they can improve overall utilization by 15%–30% in multi-project scenarios by reducing idle time and relocation costs.
👉 Core conclusion: Stationary asphalt plants are suitable for stable projects, while mobile plants are better for dynamic markets.
Cost Structure Differences Under Different Operating Models: The Hidden Variable of Profitability
Beyond equipment itself, the operating model is a key factor affecting cost structure. Different management and production methods directly influence equipment utilization and cost efficiency.
Operating Model Comparison
| Model | Characteristics | Cost Performance |
|---|---|---|
| Traditional Manual Operation | Experience-based control | High fluctuation |
| Semi-Automated Management | Partial system control | Moderate |
| Fully Automated + Data-Driven | System-optimized operation | Lowest cost |
In real comparisons:
Fully automated operations reduce labor costs by 30%–60%
Human error-related losses decrease by 5%–15%
Equipment utilization increases by 10%–25%
👉 Core conclusion: Operating models can sometimes have a greater impact on cost than the equipment itself.
Future Development Direction of Cost Reduction and Efficiency in Asphalt Mixing Plants
With changes in global infrastructure investment structures, sustained high energy costs, and continuously tightening environmental regulations, the asphalt mixing plant industry is shifting from an “equipment competition stage” to a “system and business model competition stage.” In the future, cost reduction and efficiency improvement will no longer rely on single technical optimization, but on the coordinated evolution of digitalization, low-carbon development, and operational model restructuring.

Full Life Cycle Digital Management: From Equipment Management to Cost Management
One of the key transformations in future asphalt mixing plants is the upgrade from standalone control systems to Full Life Cycle Cost (LCC) digital management systems. The core shift is moving cost management from “post-analysis” to “real-time control.”
Key development directions include:
Industry trends show that digital management can deliver: 15%–30% reduction in downtime, 5%–15% energy optimization, and significant reduction in labor dependency.
👉 Key shift: Equipment is no longer just a tool—it becomes a “computable cost system.”
Green and Low-Carbon Development: From Compliance Cost to Competitive Advantage
Environmental requirements are evolving from constraints into market entry thresholds. In the future, the competitiveness of asphalt mixing plants will largely depend on carbon emission control and green production capability.
Key development directions:
Market impacts include:
👉 Key shift: Environmental performance is transforming from a cost burden into a competitive advantage.
Equipment Servitization and Business Model Upgrade: Continuous Value Creation
Under sustained cost pressure, traditional equipment sales models are no longer sufficient to support long-term stable operations. The industry is gradually shifting toward an integrated “equipment + service” model, enabling asphalt plants to continuously generate value throughout their lifecycle rather than depreciating after delivery.
Key transformations include:
Core benefits: Reduced upfront financial pressure, improved utilization and long-term operational stability, and continuous performance optimization over time rather than degradation.
👉 Key shift: Equipment value is no longer defined at the point of delivery, but continuously increases throughout its operational lifecycle.
Regionalization and Flexible Production Layout: Adapting to Fragmented Market Structures
As global infrastructure development shifts from large centralized projects to regional, small-scale, and multi-site distributed projects, the layout strategy of asphalt mixing plants is also changing.
Key trends include:
Key impacts: Reduced advantage of single large-scale centralized plants, and Equipment dispatch efficiency becoming a core competitive factor, and Increased importance of logistics and relocation costs.
👉 Key shift: Production capability is moving from “centralized systems” to “networked systems.”
Chapter Summary
The future development of asphalt mixing plants will be driven by four core directions:
- Digitalization → enabling full lifecycle cost control.
- Green transformation → from compliance requirement to competitive advantage.
- Servitization → from equipment sales to capability delivery.
- Regionalization → from centralized production to flexible deployment.
👉 Final conclusion: Future competition will no longer be between individual machines, but between system capability and operational models.

How Our Asphalt Plants Achieve Cost Reduction and Efficiency in a High-Cost Environment
Under continuously rising global costs, traditional asphalt mixing plants are often forced to passively absorb increasing pressures from energy, materials, and labor. In contrast, our hot asphalt mixing plants are designed from the ground up with a clear focus on “optimal unit production cost”. Through intelligent systems, structural optimization, and integrated design, we help customers achieve measurable cost reduction and efficiency improvements in real-world operations.
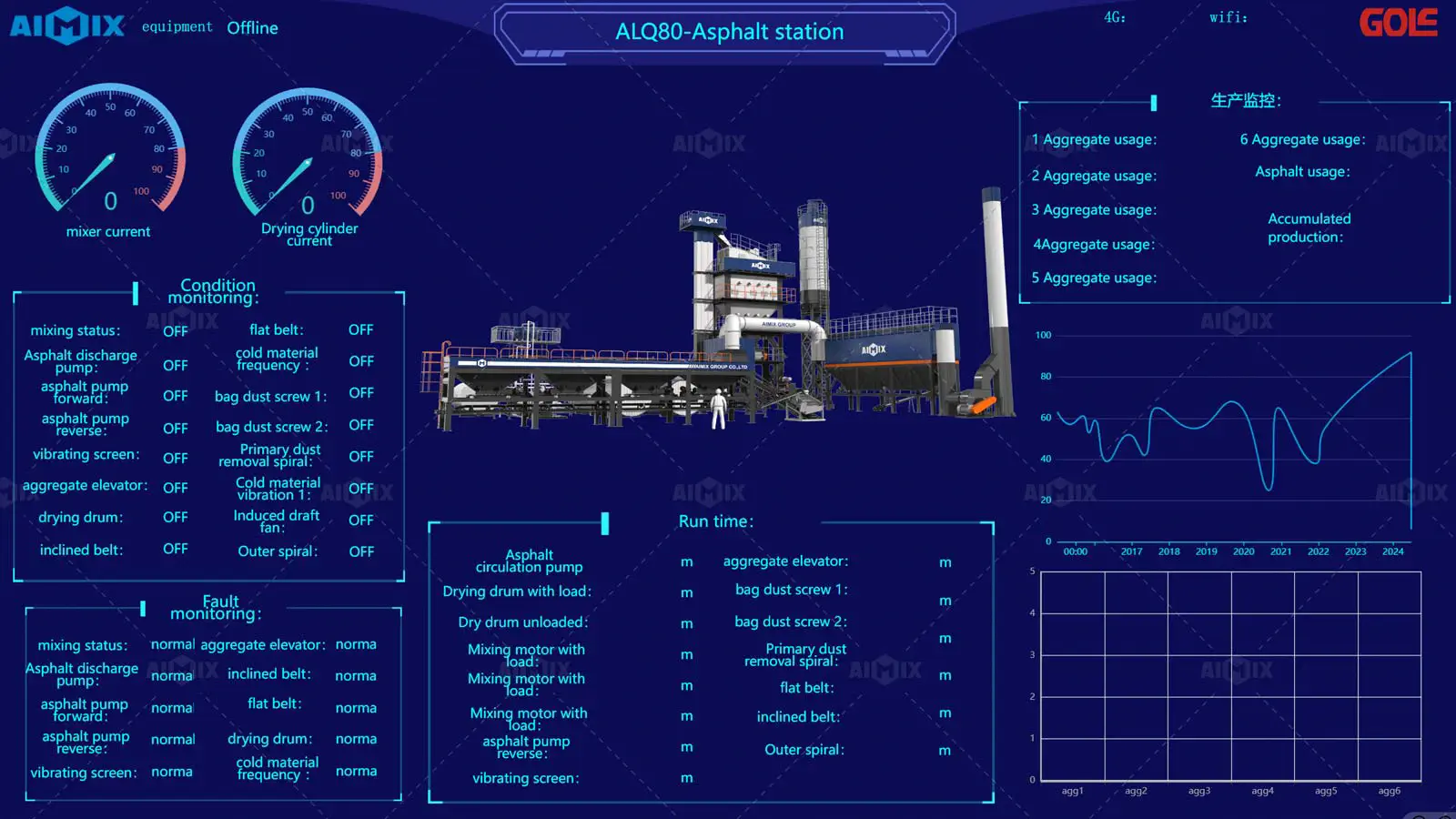
Intelligent Systems to Reduce Labor Cost and Operational Risk
Our equipment is equipped with an integrated intelligent control system that fully automates the production process, from batching and mixing to discharge.
Key features include:
- Highly simplified operation process with “one-click start/stop,” reducing operational steps by approximately 50%.
- Multiple control modes (PC + touchscreen + physical buttons) for flexible operation.
- AI and IoT-enabled remote monitoring, fault alerts, and maintenance reminders.
- Reduction in manpower requirements by 30%–50%.
👉 Result: Lower labor costs while improving production stability and controllability.
High-Efficiency Production System to Improve Capacity Utilization
Compared with traditional equipment that often suffers from unstable efficiency and difficulty reaching rated capacity, our system optimizes both the mixing system and material supply system to ensure a more stable and efficient production cycle.
- High-efficiency mixing system improves productivity by 10%–15%.
- Capacity utilization rate approaches nearly 100% under stable operation.
- 20% increase in cold aggregate bin capacity reduces material waiting time.
- Stronger continuous production capability reduces frequent shutdowns.
👉 Result: More output in the same time period, significantly reducing fixed cost per ton.


Precision Metering and Recycling Technology to Reduce Material Costs
To address the high proportion of material costs, our system uses high-precision metering and intelligent compensation technology to minimize raw material waste.
- Aggregate weighing accuracy within ±0.5%.
- Binder and filler accuracy within ±0.25%.
- Automatic compensation system ensures stable mix design.
- Raw material waste reduced by 3%–5%.
In addition, the system supports RAP recycling and Warm Mix Asphalt (WMA) technology:
Virgin material usage reduced by 15%–40%.
Overall production cost further reduced.
👉 Result: Material cost is transformed from an uncontrollable variable into a manageable, precise system.
Durable Structure and Predictive Maintenance to Reduce Downtime and Repair Costs
We use reinforced and wear-resistant designs in key components, combined with intelligent maintenance systems, to improve reliability and reduce maintenance costs.
- Key component lifespan increased by 30%–50%.
- Stable production capability for over one million tons.
- Predictive maintenance reduces unplanned downtime by 20%–40%.
- Easy-maintenance design shortens repair time.
👉 Result: Reduced downtime losses and improved long-term operational profitability.


Modular Design and Fast Relocation for Higher Equipment Utilization
To adapt to multi-project construction and geographically dispersed markets, our equipment adopts a modular structure and quick-connection design, enabling greater operational flexibility.
- Modular structure + plug-and-play system enables 24-hour relocation and commissioning.
- Supports foundation-free or simplified foundation installation, reducing initial setup costs.
- Improves multi-project switching efficiency by over 50%.
- Better suited for urban and distributed construction environments.
👉 Result: Reduced idle time, enabling continuous value creation from equipment.
Get the Right Asphalt Plant Solution for Your Project
As global costs continue to rise and the industry evolves faster than ever, choosing an asphalt mixing plant is no longer just about buying equipment—it’s about shaping your long-term cost structure. What truly determines profitability is not the upfront price, but how efficiently the plant runs in terms of energy use, output stability, and overall performance. That’s why more and more clients choose our asphalt plant solutions to achieve lower production costs and more reliable returns on every project. For a customized configuration tailored to your needs, feel free to contact us anytime.


