



As road construction moves into high-humidity, cold, and high-altitude regions, asphalt mixing plants are operating beyond their original design conditions. In humid areas, higher moisture increases energy use and reduces output. In cold regions, heat loss becomes significant. At high altitudes, lower air density weakens combustion and lowers capacity. These are not minor fluctuations, but fundamental changes in drying, combustion, and temperature control. Without proper adaptation, stable production and cost control are difficult. This article analyzes these impacts and outlines practical adaptation strategies for different environments.

Application Background of Asphalt Plants in Extreme Environments
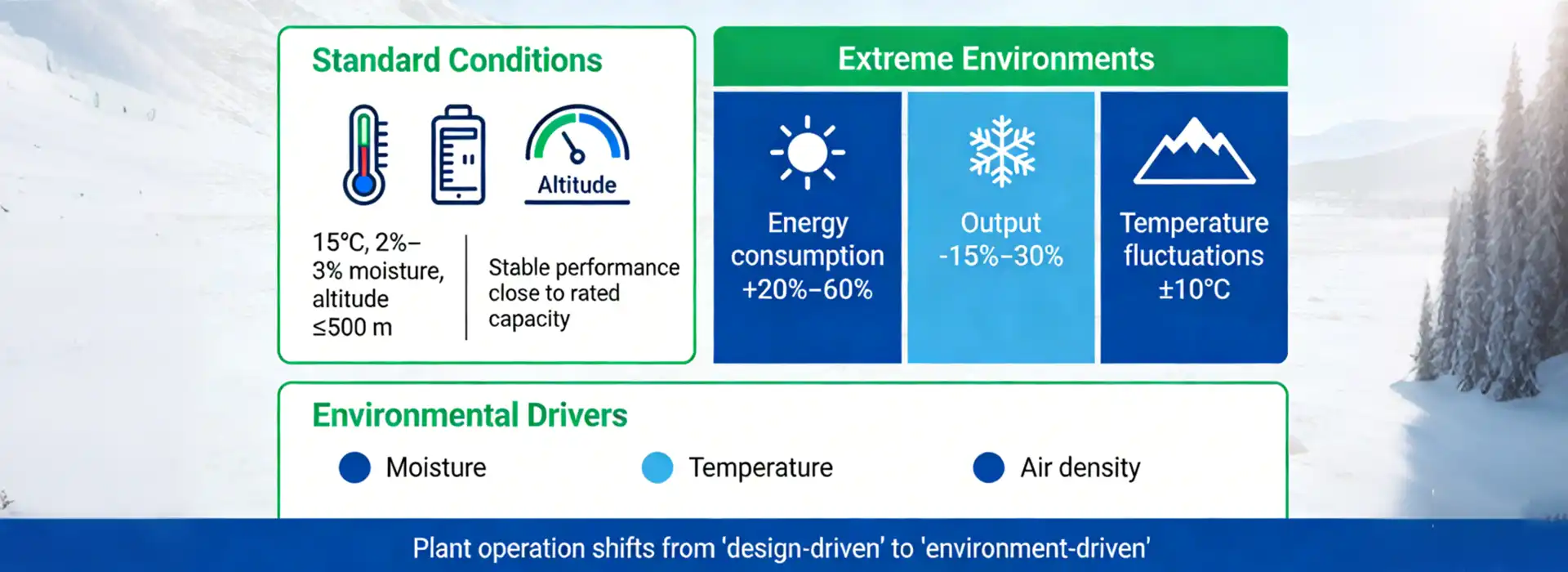
Asphalt plants are typically designed for standard conditions (15°C, 2%–3% moisture, altitude ≤500 m), where systems maintain stable performance close to rated capacity. However, as projects expand into tropical, cold, and high-altitude regions, deviations from these conditions lead to clear performance shifts: energy consumption rises by 20%–60%, output drops by 15%–30%, and temperature fluctuations exceed ±10°C. These changes are driven by environmental factors—moisture, temperature, and air density—meaning plant operation is shifting from “design-driven” to “environment-driven.”
Global Trend: Infrastructure Expanding into Complex Environments
Globally, road construction is undergoing a structural shift—from favorable regions to environmentally constrained areas. This transition not only changes project distribution, but also redefines the operating boundaries of asphalt plants. From a spatial perspective, the share of projects in complex environments is steadily increasing:
| Region Type | Past Share | Current Share | Key Features |
|---|---|---|---|
| Plains / Urban Areas | 60%–70% | 40%–50% | Stable conditions |
| Mountain / Plateau | 15%–20% | 25%–35% | Low oxygen, large temperature variation |
| Tropical / Rainforest | 10%–15% | 20%–30% | High humidity, frequent rainfall |
| Cold Regions | 5%–10% | 10%–15% | Low temperature, short construction season |
At the same time, key operating conditions are changing significantly:
| Parameter | Standard Conditions | Complex Environments |
|---|---|---|
| Aggregate Moisture | 2%–3% | 5%–10% |
| Ambient Temperature | 10°C–30°C | -20°C–35°C |
| Altitude | <500 m | 2000–4000 m |
| Transport Distance | 50–80 km | 100–300 km |
As these factors combine, asphalt plant operation shifts fundamentally:
From stable, continuous operation → to environmentally disturbed operation.
From design-capacity driven → to environment-constrained operation.
👉 Direct result: The gap between rated capacity and actual performance widens, and operational stability becomes more critical than efficiency.
Definition of Three Typical Extreme Conditions(High Humidity / Cold / High Altitude)
In complex environments, different variables affect asphalt plant systems through distinct mechanisms. These can be categorized into three main conditions:
High Humidity: Amplified Drying Load
The key variable is aggregate moisture, which increases thermal demand across the system:
Moisture ↑ → evaporation ↑ → heat demand ↑ → drum heating capacity occupied → insufficient aggregate heating → longer drying time → lower output.
| Moisture | Water Evaporation (kg/t) | Heat Demand | Energy Impact | Engineering Judgment |
|---|---|---|---|---|
| ≤3% | 30 | Baseline | Normal | Standard operation |
| 5%–7% | 50–70 | +70%–130% | +20%–40% | Drying constrained |
| ≥8% | ≥80 | +160%+ | +40%–60% | Drying bottleneck |
👉 Conclusion: Heat is consumed for moisture evaporation, making the drying system the primary production bottleneck.
Cold Environment: Breakdown of Temperature Control Chain
The core issue is not insufficient heating, but continuous heat loss throughout production, transport, and paving:
Temperature ↓ → heat loss ↑ → discharge temp ↓ → transport heat loss → paving temp insufficient → shorter compaction window
| Ambient Temp | Temp Drop (20 km) | Total Loss | Construction Impact | Judgment |
|---|---|---|---|---|
| ≥15°C | 5–8°C | 5%–8% | Normal | No adjustment |
| ~0°C | 10–15°C | 10%–15% | Harder compaction | Insulation needed |
| ≤-10°C | 15–25°C | 15%–25% | Quality risk | Enhanced temp control |
👉 Conclusion: The temperature control chain cannot be maintained, leading to performance failure in construction.
High Altitude: Combustion System Mismatch
Reduced air density and oxygen levels disrupt combustion efficiency:
Altitude ↑ → oxygen ↓ → air-fuel imbalance → incomplete combustion → flame temp ↓ → drying capacity ↓ → output ↓
| Altitude | Oxygen Change | Combustion Efficiency | Output Impact | Judgment |
|---|---|---|---|---|
| ≤1000 m | -10% | Slight | Stable | No adjustment |
| ~2000 m | -20% | Reduced | -10%–15% | Optimize combustion |
| ≥3000 m | -30% | -10%–25% | -15%–30% | Mandatory adaptation |
👉 Conclusion: The key constraint is insufficient heat generation due to reduced combustion efficiency.
Combined Conditions: Amplified System Imbalance
In practice, most projects involve combined environments:
| Combination | Mechanism | Result | Risk |
|---|---|---|---|
| Humidity + Altitude | Higher evaporation + weaker combustion | Heat imbalance | High |
| Cold + Altitude | Heat loss + weak combustion | Temp control failure | High |
| Humidity + Cold | Evaporation + heat loss | Energy + quality pressure | Medium–High |
👉 Conclusion: The issue shifts from single performance decline to system-level imbalance.
Overall Impact on Asphalt Production Systems
From a system perspective, extreme environments continuously disturb three core systems—drying, combustion, and temperature control—leading to fundamental operational changes.
System Imbalance Path
| System | Standard State | Extreme Change | Result |
|---|---|---|---|
| Drying | Heat for aggregate heating | Heat used for evaporation | Output loss |
| Combustion | Stable air-fuel ratio | Oxygen deficiency | Lower efficiency |
| Temperature Control | Heat retained | Continuous loss | Temp fluctuation |
👉 Core change: Energy balance between systems is disrupted.
Key Performance Deviations
| Indicator | Standard | Extreme | Change Nature |
|---|---|---|---|
| Energy Consumption | Baseline | +20%–60% | Lower efficiency |
| Actual Output | 90%–100% | 70%–85% | System constraints |
| Temp Fluctuation | ±5°C | ±10°C–15°C | Instability |
| Adjustment Frequency | Low | +15%–30% | Higher variability |
👉 Key point: This is not simple “performance decline,” but a shift from stable to fluctuating operation.
Nonlinear Amplification Effect
Extreme environments show strong amplification effects:
What Are the Core Systems of Asphalt Plants
A hot mix asphalt plant is essentially a multi-system coupled thermal production system. Its operation relies on the coordinated functioning of several subsystems, including drying, combustion, mixing, material handling, and temperature control. Under standard conditions, these systems maintain a dynamic balance of energy and materials, enabling stable continuous production. However, in complex environments, this balance is easily disrupted, triggering chain reactions. Understanding the operating principles and key constraints of each module at the system level is essential for identifying structural issues under extreme conditions.
Drying System
The drying system is the “thermal load center” of an asphalt plant. Its primary function is to dry and heat aggregates in the drum, providing stable hot material for subsequent mixing.
Operation process: Cold aggregates enter the drum → exchange heat with hot flue gas → moisture evaporates → aggregates heat up → reach target discharge temperature.
Heat distribution mainly includes:
Moisture evaporation (latent heat).
Aggregate heating (sensible heat).
System heat losses.
In high-humidity environments, the share of heat used for evaporation rises significantly, becoming the main driver of system load variation.
Key parameters and constraints:
| Parameter | Normal Range | Deviation Impact | System Consequence |
|---|---|---|---|
| Aggregate Moisture | 2%–3% | ↑5%–10% | Increased evaporation load |
| Discharge Temperature | 150–180℃ | Unstable | Affects mixing quality |
| Drying Time | Stable | Prolonged | Reduced output |
| Drum Thermal Efficiency | 70%–85% | Decreased | Higher energy consumption |
System Characteristics: Highly sensitive to moisture; additional water prioritizes heat for evaporation, limiting aggregate heating.
Potential Risks: Insufficient drying → production bottleneck, Discharge temperature fluctuation → affects mix stability.

Combustion System
The combustion system is the “energy source system”, providing a stable high-temperature heat source through fuel combustion.
Operation logic: Fuel + air → ignition → high-temperature flame → heats the drying drum.
Combustion efficiency depends on air-fuel ratio, fuel quality, and air supply conditions, with air density (altitude-dependent) as a key external factor.
Key parameters:
| Parameter | Normal | Deviation | System Impact |
|---|---|---|---|
| Air-Fuel Ratio | Stable | Imbalanced | Incomplete combustion |
| Flame Temperature | High & stable | Fluctuating | Reduced drying capability |
| Combustion Efficiency | 85%–95% | ↓10%–25% | Higher energy consumption |
| Oxygen Supply | Adequate | Insufficient | Reduced heat generation |
System Characteristics: Determines whether sufficient heat can be generated, directly affecting drying performance.
Potential Risks: Lower efficiency → insufficient heat, Flame instability → greater temperature fluctuation.
Mixing System
The mixing system is the “quality formation center”, tasked with uniformly combining aggregates, asphalt, and fillers under controlled temperatures.
Operation process: Hot aggregates → fed into mixer → asphalt and filler added per mix design → high-speed mixing → uniform mix produced.
Mixing performance is highly dependent on temperature and material state.
Key parameters:
| Parameter | Normal Range | Deviation Impact | Result |
|---|---|---|---|
| Mixing Time | 30–45 s | Too short/long | Reduced uniformity |
| Mixing Temperature | 150–170℃ | Low | Poor asphalt coating |
| Filler Ratio | Stable | Fluctuating | Structural instability |
System Characteristics: Mixing itself rarely fails but relies heavily on upstream drying and temperature control.
Potential Risks: Insufficient temperature → uneven mix → quality issues, Inadequate mixing → affects pavement performance.
Material Handling and Storage System
This system manages aggregates, powders, and finished mixes, acting as the “logistics channel” linking all subsystems.
Main stages: Cold material transport → hot material lifting → storage (bins/silos) → output.
Key parameters:
| Parameter | Normal | Deviation | Impact |
|---|---|---|---|
| Conveying Efficiency | Stable | Fluctuating | Production rhythm imbalance |
| Storage Temperature | Controlled | Drops | Quality deterioration |
| Bin Capacity | Matches capacity | Mismatch | Blockage / waiting |
System Characteristics: Does not directly generate value but strongly affects overall operational rhythm.
Potential Risks: Unstable conveyance → interrupts continuous production, Storage cooling → impacts construction quality.

Temperature Control & Thermal Management System
The temperature control system runs throughout the asphalt plant, serving as the “hidden core system” that ensures production stability.
It controls heat allocation for:
Aggregate heating.
Asphalt temperature.
Finished mix management.
Operation logic: Heat generation → distribution → retention → utilization.
Key parameters:
| Parameter | Standard Range | Deviation | Consequence |
|---|---|---|---|
| Discharge Temperature | 150–170℃ | Fluctuating | Unstable paving |
| Asphalt Temperature | 140–160℃ | Low/High | Viscosity abnormality |
| Temperature Control Accuracy | ±5℃ | ±10℃+ | Quality variation |
System Characteristics: Determines whether generated heat is effectively used.
Potential Risks: Temperature instability → entire process quality fluctuation, Excessive heat loss → higher energy consumption.
Dust Collection & Environmental System
The dust system is the “environmental and recycling system”, reducing emissions while influencing heat recovery and powder utilization.
Operation process: Dust-laden gas → dust removal → powder recovery → compliant emissions

Key parameters:
| Parameter | Normal | Deviation | Consequence |
|---|---|---|---|
| Dust Collection Efficiency | >99% | Decreases | Emission non-compliance |
| System Resistance | Stable | Increases | Higher fan load |
| Powder Recovery Rate | Stable | Fluctuates | Mix proportion imbalance |
System Characteristics: Impacts environmental compliance, thermal efficiency, and material utilization.
Potential Risks: Increased resistance → lower fan efficiency, Powder fluctuations → mix quality issues.
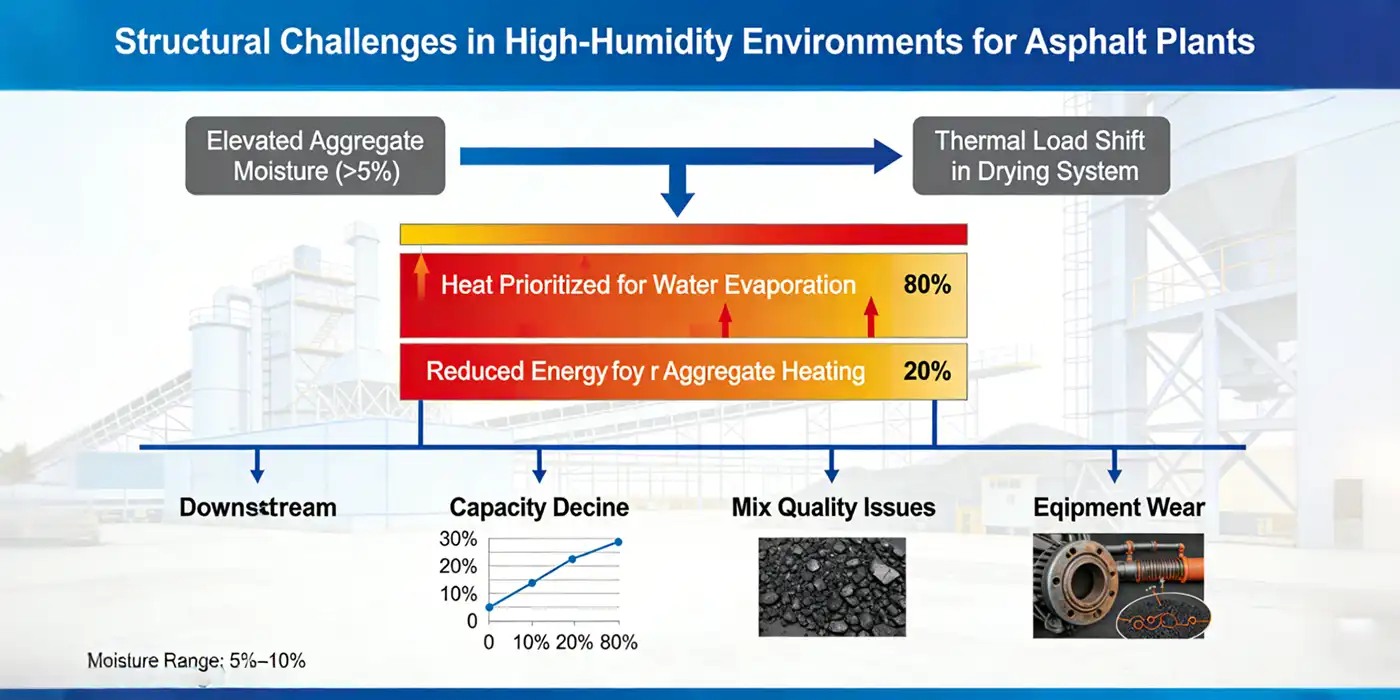
Structural Challenges in High-Humidity Environments
In high-humidity environments, the core challenges for asphalt plants are not isolated parameter changes, but system-level chain reactions initiated by elevated aggregate moisture content.When aggregate moisture consistently exceeds 5%, and even reaches 8%–10%, the thermal load distribution of the drying system fundamentally shifts. A large portion of heat is prioritized for water evaporation, reducing the energy available for aggregate heating and stable system operation. This imbalance propagates downstream to affect capacity, mix quality, and equipment condition, creating typical structural issues.
Impact of Aggregate Moisture on Energy Consumption
Aggregate moisture is the most direct and critical variable in high-humidity conditions. Its increase amplifies the latent heat demand, directly raising system energy consumption.
Effect pathway: Moisture ↑ → Evaporation load ↑ → Latent heat demand ↑ → Combustion load ↑ → Unit energy consumption ↑.
Quantitative relationship of latent heat demand:
| Moisture | Water Content (kg/t) | Evaporation Heat (MJ/t) | Energy Impact | Engineering Judgment |
|---|---|---|---|---|
| 3% | 30 | ≈68 | Baseline | Normal |
| 6% | 60 | ≈135 | +100% evaporation load | Noticeable increase |
| 10% | 100 | ≈225 | +230% evaporation load | High energy consumption |
Engineering manifestations: Fuel consumption per ton ↑ 30%–60%; Thermal efficiency ↓ 10%–20%.
Key conclusion: Energy increase is not “reduced efficiency,” but a reallocation of heat, with substantial consumption in non-productive evaporation.
Drying Efficiency and Capacity Reduction
As evaporation load increases, the drying system gradually becomes the production bottleneck.
Process chain: Evaporation load ↑ → drum heating capacity occupied → slower aggregate heating → longer drying time → reduced throughput
Typical performance:
| Moisture | Drying Time Change | Actual Output | Operating Status |
|---|---|---|---|
| ≤3% | Stable | 90%–100% | Normal |
| 5%–7% | +20%–30% | 80%–90% | Constrained |
| ≥8% | +30%–50% | 70%–80% | Bottleneck |
👉 Engineering consequences: Output decreases by 15%–30%, Equipment operates under prolonged high load.
👉 Key conclusion: The issue is not insufficient equipment capacity, but that the drying system is occupied by evaporation and becomes the limiting factor.
Risks to Mixing Quality and Pavement Performance
Moisture variations also affect mix quality through temperature instability and material condition changes.
Impact path: Moisture fluctuation → unstable discharge temperature → poor asphalt coating → reduced uniformity → increased pavement risk
Typical effects:
| Factor | Manifestation | Engineering Impact |
|---|---|---|
| Temperature fluctuation (±10°C+) | Uneven heating | Unstable mixing quality |
| Residual moisture | Local wet zones | Reduced asphalt adhesion |
| Aggregate condition change | Wet agglomeration | Lower mixing efficiency |
👉 Engineering risks: Increased segregation risk, Higher probability of early defects (loosening, stripping), and Reduced pavement durability.
👉 Key conclusion: The impact on quality is often hidden, essentially a combined effect of unstable temperature and material state.
Equipment Corrosion and Maintenance Pressure
High humidity not only affects production but also causes long-term damage to equipment, especially through corrosion.
Impact path: High humidity + high-temperature flue gas → condensation → acidic environment → accelerated metal corrosion
Typical impacts:
| Component | Impact Form | Consequence |
|---|---|---|
| Drum interior | Corrosion, wear | Shorter service life |
| Dust collection system | Adhesion, blockage | Increased resistance |
| Conveying system | Rusting | Higher failure rate |
👉 Maintenance impact: Maintenance frequency increases by 20%–40%, More downtime, and Higher operating costs.
👉 Key conclusion: Equipment issues are not sudden failures, but long-term accumulated structural degradation.
Core Issue: Thermal Efficiency Imbalance
From a system perspective, all problems in high-humidity environments can be traced to one core contradiction: Structural imbalance between heat supply and heat utilization.
Heat Distribution Shift
| Heat Usage | Standard Condition | High Humidity |
|---|---|---|
| Aggregate heating | Dominant (60%+) | Significantly reduced |
| Moisture evaporation | Secondary (20%–30%) | Dominant (40%–60%) |
| System losses | Controllable | Increased |
Moisture ↑ → evaporation heat share ↑ → less heat for aggregate → unstable discharge temperature → longer drying time → lower output → higher energy consumption
👉 Essential insight: High humidity does not simply “increase load,” but:
Changes heat distribution structure.
Breaks system energy balance.
Turns the drying system into a bottleneck.
Structural Challenges in Cold Environments
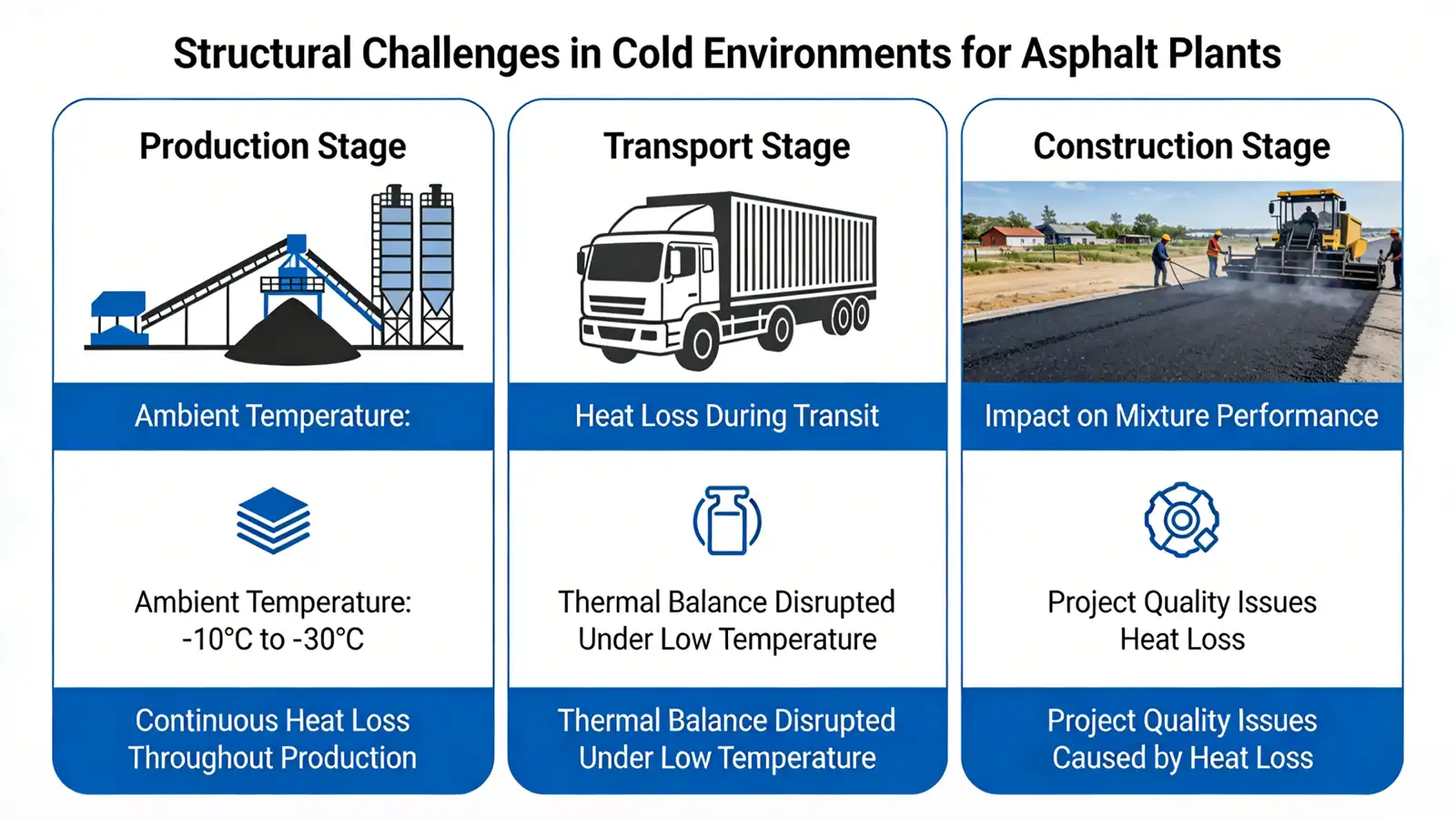
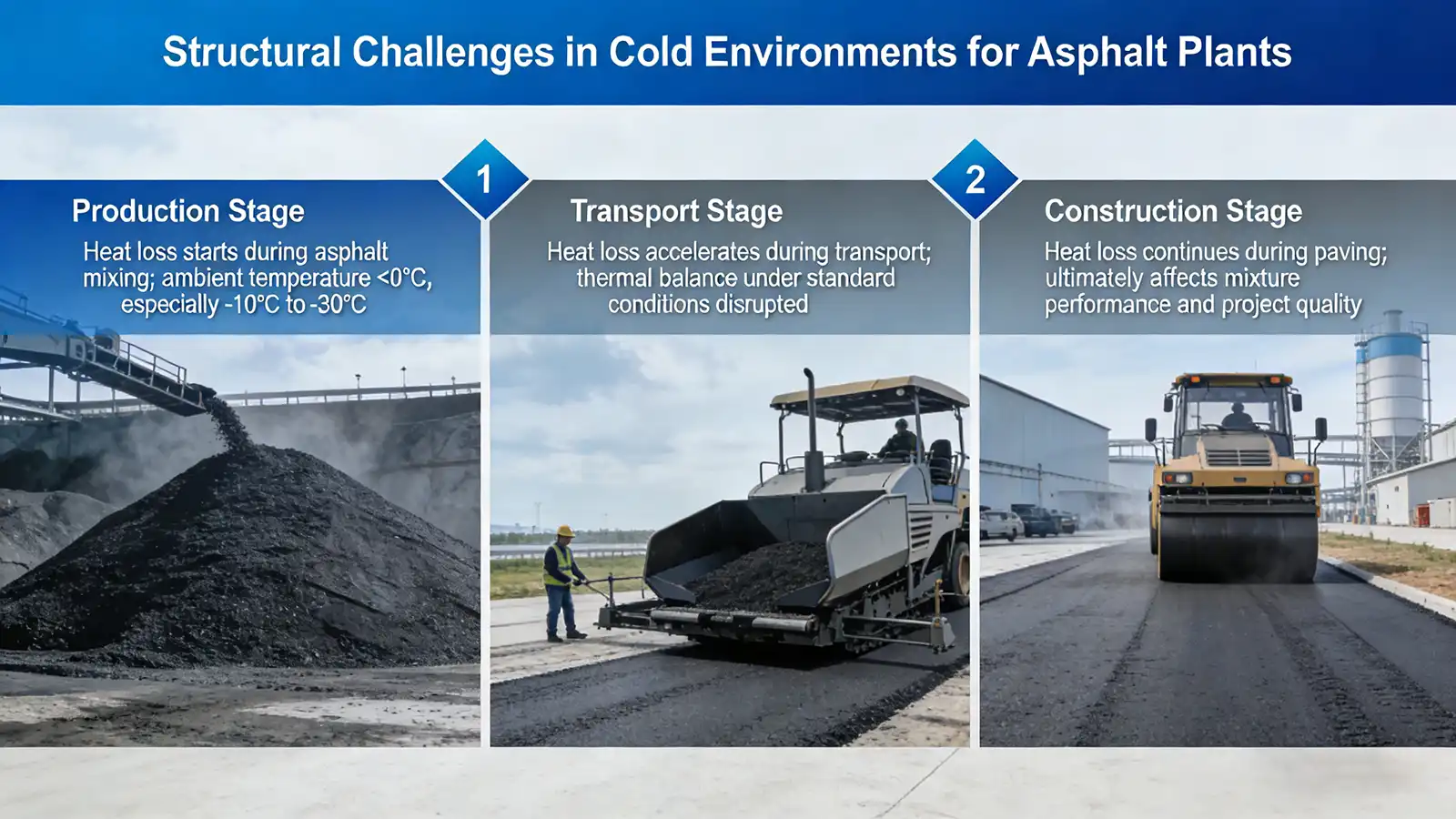
In cold environments, the core challenge for asphalt plants is not simply low temperature, but continuous heat loss throughout the entire process—from production to transport and paving. When ambient temperature drops below 0°C, especially within -10°C to -30°C, heat loss increases significantly. The thermal balance maintained under standard conditions is disrupted. This impact does not occur in a single stage, but is amplified along the “production–transport–construction” chain, ultimately affecting mixture performance and project quality.
Impact of Low Temperature on Asphalt Properties and Mixing
Low temperature first alters the rheological properties of asphalt, directly affecting mixing performance.
Impact path: Temperature ↓ → asphalt temperature ↓ → viscosity ↑ → flowability ↓ → coating ability ↓ → mixing uniformity ↓
Typical performance:
| Asphalt Temperature | Viscosity Trend | Mixing Performance | Engineering Judgment |
|---|---|---|---|
| 150–160°C | Low viscosity | Good coating | Normal |
| 130–140°C | Increased viscosity | Reduced coating | Attention needed |
| ≤120°C | High viscosity | Agglomeration, uneven mixing | High risk |
👉 Engineering consequences: Inadequate asphalt coating, Reduced mixture uniformity, and Increased compaction difficulty.
👉 Key conclusion: Low temperature does not directly damage equipment, but reduces mixing effectiveness by altering material properties.
Temperature Loss Chain from Production to Paving
The key issue in cold environments is the continuous heat loss across multiple stages, forming a chain amplification effect.
Full process: Discharge temperature → transport loss → paving loss → compaction temperature loss
Typical temperature loss:
| Ambient Temperature | Transport Loss (20 km) | Paving Loss | Total Loss | Engineering Judgment |
|---|---|---|---|---|
| ≥10°C | 5–8°C | 5–10°C | 10–15°C | Controllable |
| Around 0°C | 10–15°C | 10–15°C | 20–30°C | Increased risk |
| ≤-10°C | 15–25°C | 15–20°C | 30–45°C | High risk |
👉 Engineering consequences:
Higher discharge temperature required (higher energy consumption).
Arrival temperature may fall below requirements.
Compaction performance significantly reduced.
👉 Key conclusion: The issue is not temperature loss at a single stage, but failure of the entire temperature control chain due to cumulative losses.
Limited Effective Construction Window
In cold regions, low temperature also restricts the available construction time.
Impact path: Low temperature → reduced workable temperature window → shorter daily operation time → shorter annual construction period
Typical performance:
| Condition | Daily Working Time | Annual Construction Period | Impact |
|---|---|---|---|
| ≥10°C | 8–10 hours | 8–10 months | Normal |
| Around 0°C | 5–7 hours | 6–8 months | Constrained |
| ≤-10°C | 3–5 hours | 4–6 months | Severely limited |
👉 Engineering consequences:
Project timelines compressed.
Lower equipment utilization.
Higher construction intensity per unit time.
👉 Key conclusion: The limitation is not only on production capacity, but also on time constraints in construction operations.
Equipment Adaptability in Low Temperatures
Low temperatures also directly affect equipment performance and operational stability.
Impact path: Low temperature → material property changes → increased mechanical resistance → unstable operation
Typical impacts:
| System / Component | Low-Temperature Effect | Engineering Consequence |
|---|---|---|
| Hydraulic system | Increased oil viscosity | Slower response |
| Conveying system | Material freezing / blockage | Higher clogging risk |
| Electrical system | Reduced component performance | Higher failure rate |
| Piping system | Insufficient insulation | Increased heat loss |
👉 Quantified impact: Startup time increases by 20%–50%; Failure rate increases by 15%–30%;
👉 Key conclusion: Low-temperature effects are system-wide, leading to reduced overall reliability rather than isolated issues.
Core Issue: Thermal Control Failure
From a system perspective, all challenges in cold environments can be summarized as: 👉 Failure of the temperature control system to maintain a closed thermal loop.
Changes in the Temperature Control Chain
| Stage | Standard Condition | Cold Environment |
|---|---|---|
| Heat generation | Stable | Normal |
| Heat transfer | Efficient | Increased loss |
| Heat retention | Stable | Continuous loss |
| Heat utilization | Controllable | Fluctuating |
Failure Path
Temperature ↓ → heat loss ↑ → discharge temperature ↓ → continued heat loss during transport → insufficient paving temperature → compaction failure
Essential Insight
The issue is not insufficient heating capacity, but: Continuous heat loss across stages, Inability to maintain a closed thermal loop, and Declining system stability.
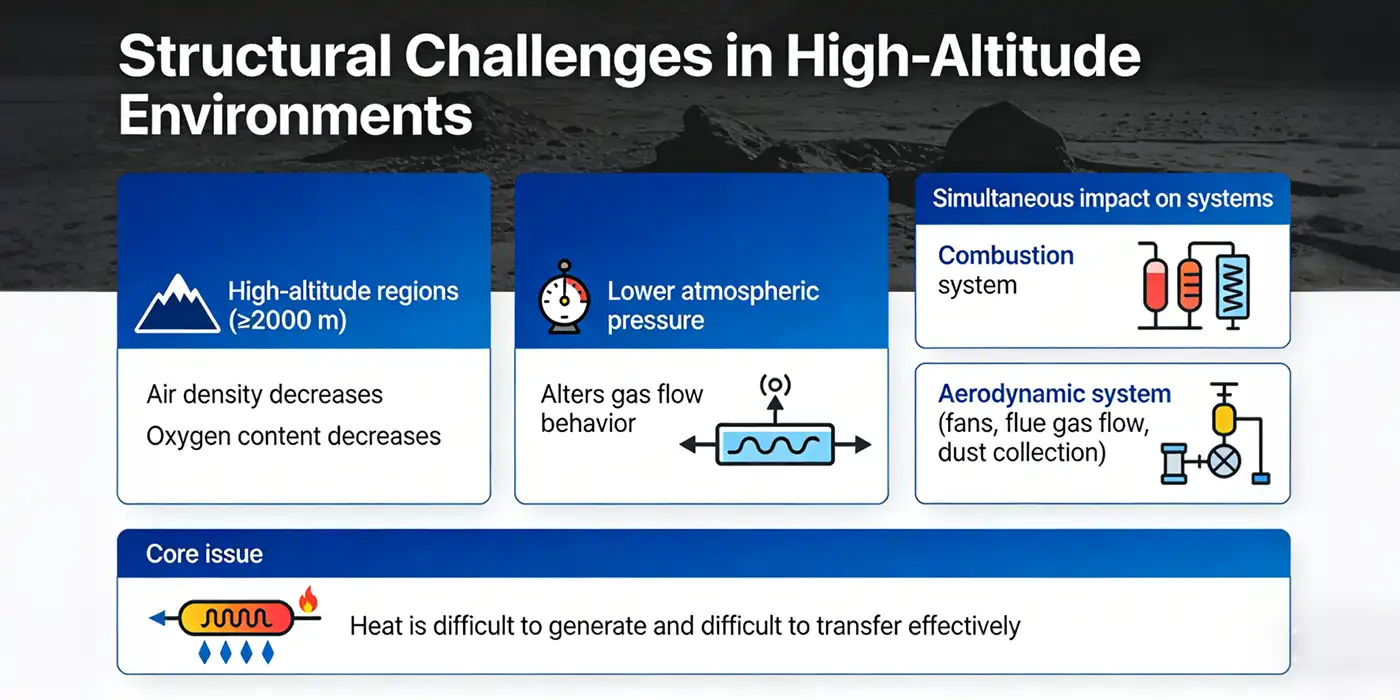
Structural Challenges in High-Altitude Environments
In high-altitude regions (typically ≥2000 m), air density and oxygen content decrease significantly, while lower atmospheric pressure alters gas flow behavior. These changes do not affect a single process, but simultaneously impact both the combustion system and the aerodynamic system (fans, flue gas flow, dust collection), leading to system-level deviations. Unlike high humidity (heat consumed) and cold environments (heat lost), the core issue at high altitude is: 👉 Heat is difficult to generate and difficult to transfer effectively.
Impact of Low Oxygen on Combustion Efficiency
Reduced oxygen content is the most critical constraint, directly affecting combustion.
Impact path: Altitude ↑ → oxygen concentration ↓ → air-fuel imbalance → incomplete combustion → flame temperature ↓ → effective heat ↓
Typical performance:
| Altitude | Oxygen Change | Combustion Efficiency | Flame Condition | Engineering Judgment |
|---|---|---|---|---|
| ≤1000 m | -10% | Slight impact | Stable | Normal |
| ~2000 m | -20% | ↓5%–15% | Fluctuating | Optimization required |
| ≥3000 m | -30% | ↓10%–25% | Unstable | Severe mismatch |
👉 Engineering performance: Lower flame temperature, Incomplete fuel combustion, and Unstable heat output.
👉 Key conclusion: The root issue is insufficient oxygen supply, leading to reduced heat generation capacity.
Impact of Low Pressure on Drying System
Lower atmospheric pressure also affects heat exchange and evaporation processes, reducing drying efficiency.
Impact path: Pressure ↓ → air density ↓ → reduced heat-carrying capacity of flue gas → lower heat transfer efficiency → reduced drying capacity
At the same time: Pressure ↓ → boiling point ↓ → easier evaporation → but insufficient heat transfer → overall efficiency decline
Typical impacts:
| Factor | Trend | Impact on Drying System |
|---|---|---|
| Air density | ↓20%–30% | Reduced heat transfer |
| Flue gas flow | Variable | Unstable heat exchange |
| Boiling point | Decreases | Early but inefficient evaporation |
👉 Engineering consequences: Drying efficiency decreases by 10%–20%, Unstable aggregate discharge temperature.
👉 Key conclusion: The issue is not difficulty in evaporation, but reduced heat transfer efficiency causing drying imbalance.
Capacity Reduction and Operational Instability
Reduced combustion efficiency and weakened drying performance directly affect plant output and stability.
Combined mechanism: Combustion efficiency ↓ + heat transfer efficiency ↓ → insufficient heat per unit time → longer drying time → reduced output.
Typical performance:
| Altitude | Actual Output | Fluctuation | Operating Status |
|---|---|---|---|
| ≤1000 m | 90%–100% | Low | Stable |
| ~2000 m | 80%–90% | Moderate | Constrained |
| ≥3000 m | 70%–85% | High | Unstable |
👉 Engineering consequences: Output decreases by 15%–30%, Unstable production rhythm, and Increased adjustment frequency.
👉 Key conclusion: The issue is not insufficient capacity, but mismatch between heat supply and demand leading to operational instability.
Adaptability Issues of Fans and Dust Collection Systems
High altitude also significantly affects the aerodynamic system, though it is often overlooked.
Impact path: Air density ↓ → fan delivery capacity ↓ → insufficient airflow → unstable flue gas flow → reduced dust collection efficiency
Typical impacts:
| System | Impact | Engineering Consequence |
|---|---|---|
| Induced draft fan | Insufficient airflow | Abnormal flue gas circulation |
| Dust collection system | Resistance variation | Reduced efficiency |
| Pipeline system | Unstable flow | Increased heat loss |
👉 Quantified impact: Fan efficiency decreases by 10%–20%, Dust collection efficiency fluctuates significantly.
👉 Key conclusion: High altitude affects not only the thermal system but also the aerodynamic system, and their interaction amplifies the overall problem.
Core Issue: Combustion–Aerodynamic Mismatch
From a system perspective, all challenges in high-altitude environments can be summarized as: 👉 Breakdown of the matching relationship between combustion and aerodynamic systems.
System Matching Changes
| System | Standard Condition | High Altitude |
|---|---|---|
| Combustion system | Adequate oxygen, stable | Oxygen deficiency, fluctuating |
| Aerodynamic system | Balanced airflow | Reduced delivery capacity |
| Heat generation | Stable | Insufficient |
| Heat transfer | Efficient | Unstable |
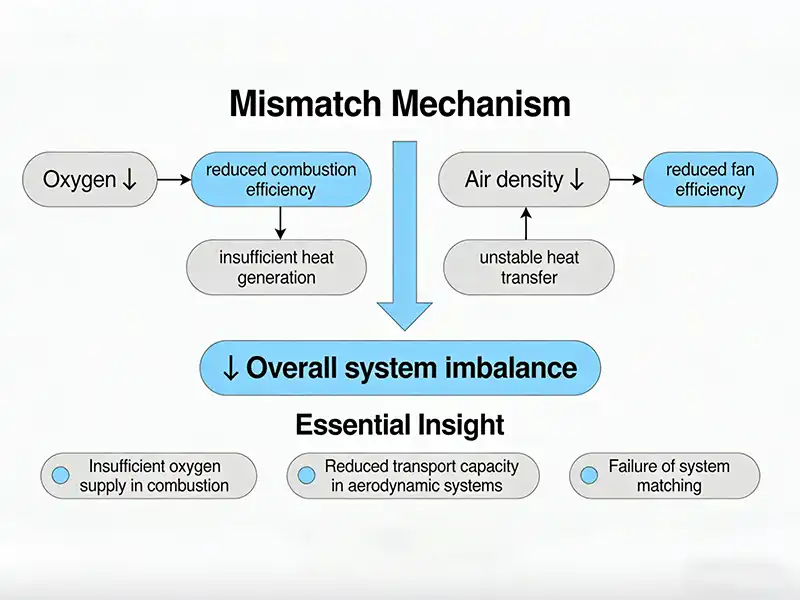
Oxygen ↓ → reduced combustion efficiency → insufficient heat generation.
+
Air density ↓ → reduced fan efficiency → unstable heat transfer.
↓
Overall system imbalance.
Essential Insight
The core issue is not a single performance decline, but:
Insufficient oxygen supply in combustion.
Reduced transport capacity in aerodynamic systems.
Failure of system matching.
Combined Effects in Multi-Factor Environments
In real-world projects, single environmental conditions are mostly theoretical. More than 60% of projects operate under combined conditions such as high humidity, cold, and high altitude.
Unlike single conditions, combined environments exhibit strong nonlinear amplification effects:
Systems are no longer independently constrained, but deviate simultaneously from design conditions.
The entire chain of heat generation, transfer, and utilization is disrupted.
Operation shifts from controllable deviation to unpredictable fluctuation.
From a system perspective, the essence of combined environments is: 👉 Simultaneous imbalance of drying, combustion, and temperature control systems, amplified through coupling effects.
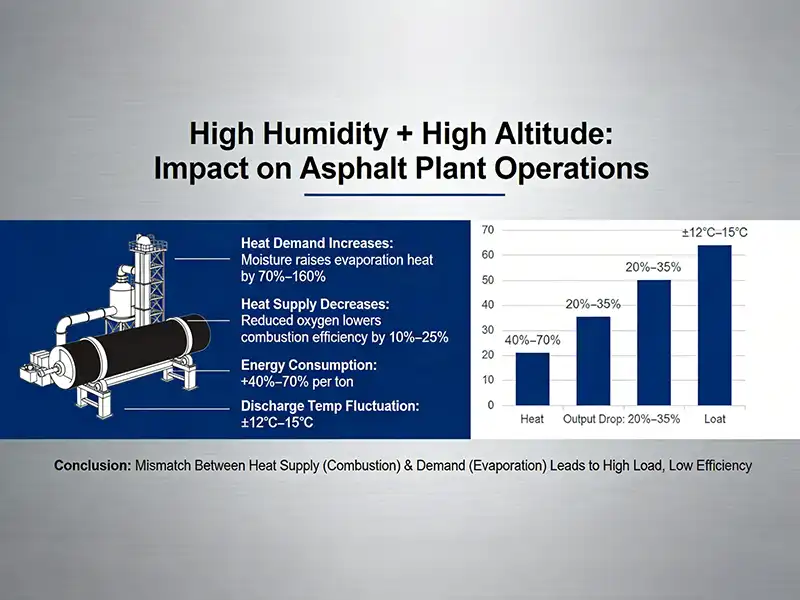
High Humidity + High Altitude
This condition is common in tropical highlands or rainy mountainous regions, where heat demand increases while heat supply decreases. Moisture increase raises evaporation heat demand by about 70%–160%, while reduced oxygen lowers combustion efficiency by 10%–25%. As a result, the asphalt mix plant suffers from a shortage of effective heat per unit time.
From an engineering perspective:
Energy consumption typically increases by 40%–70% per ton, significantly higher than single-condition scenarios.
Actual output drops by around 20%–35%.
Discharge temperature fluctuations expand to ±12°C–15°C.
Typical on-site behavior is very representative:
The drum runs at full load, yet discharge temperature remains low.
Fuel consumption rises sharply, but heating performance does not improve proportionally.
Frequent adjustments to burner settings, airflow, and feeding still fail to stabilize operation.
👉 Essential conclusion: This is not a single-point issue, but a mismatch between heat supply (combustion) and heat demand (evaporation), pushing the system into a state of high load but low efficiency.
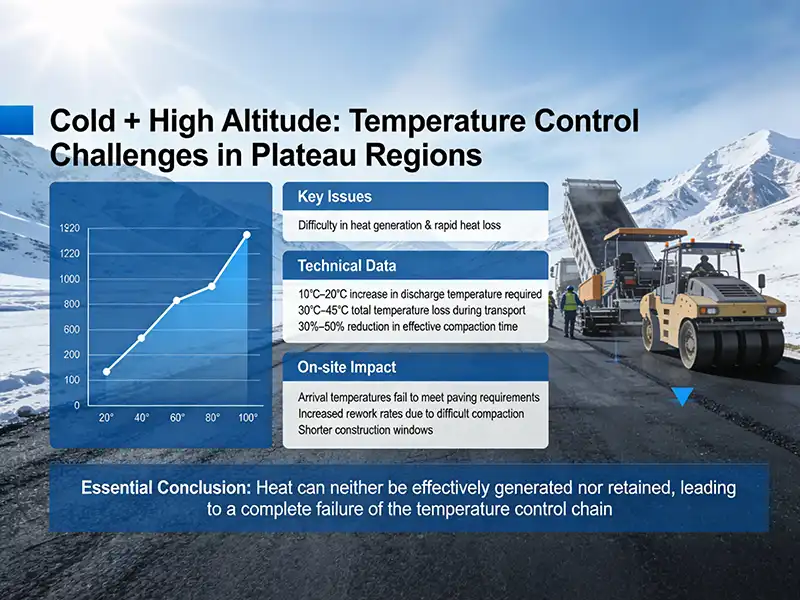
Cold + High Altitude
This combination is typical in plateau cold regions and is defined by difficulty in heat generation combined with rapid heat loss. Reduced oxygen lowers combustion efficiency, while low ambient temperature accelerates convective and radiative heat loss. As a result, heat cannot be maintained within the system.
Discharge temperature must be increased by approximately 10°C–20°C.
Total temperature loss during transport can reach 30°C–45°C.
Effective compaction time is reduced by 30%–50%.
This creates a difficult situation on-site:
Even with higher discharge temperatures, arrival temperatures often fail to meet paving requirements.
Compaction becomes significantly more difficult, increasing rework rates.
Construction windows become much shorter.
👉 Essential conclusion: Heat can neither be effectively generated nor retained, leading to a complete failure of the temperature control chain.
Impact on Cost and Quality
In combined environments, both cost and quality shift from controlled variation to system-level instability.
Cost Impact: Energy consumption increases, equipment operates under higher load, and maintenance frequency rises simultaneously. These factors accumulate and amplify cost variability.
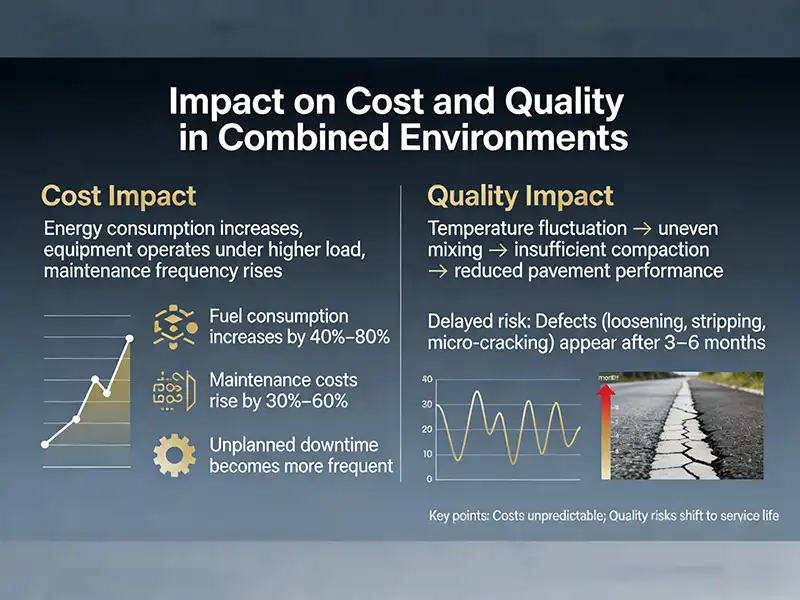
Fuel consumption increases by 40%–80%.
Maintenance costs rise by 30%–60%.
Unplanned downtime becomes more frequent.
👉 Key point: Costs are no longer just higher—they become unpredictable and difficult to control.
Quality Impact
Quality issues tend to develop through a chain reaction: Temperature fluctuation → uneven mixing → insufficient compaction → reduced pavement performance.
A key characteristic is delayed risk: Construction-stage indicators may appear acceptable, and Defects such as loosening, stripping, and micro-cracking often appear after 3–6 months.
👉 Key point: Quality risks shift from visible during construction to hidden risks during service life.
Typical Engineering Problems
In combined environments, problems are not isolated but appear as three major system-level symptoms:
Operational System: From Stability to Fluctuation
Production rhythm becomes unstable, with frequent parameter adjustments.
Output becomes inconsistent.
Adjustment frequency increases by over 30%.
Operation relies more on experience than standardized control.
Quality System: From Control to Loss of Control
The breakdown of the temperature control chain reduces mixing and compaction performance.
Temperature variability increases significantly.
Mixing uniformity declines.
Risk of early pavement defects rises.
Cost System: From Budgeted to Deviated
Energy, maintenance, and downtime accumulate, causing cost deviations.
Unit cost fluctuates significantly.
Project profitability becomes uncertain.

Industry Trends and Escalating Challenges
Driven by global infrastructure expansion and intensifying climate change, the operating conditions of asphalt plants are undergoing a fundamental transformation. Traditional designs based on standard conditions are no longer sufficient. Instead, asphalt plants must operate under multi-variable, highly uncertain environments. From an engineering perspective, three structural shifts are evident:
- Moisture is moving from short-term fluctuation to persistently high levels.
- Temperature is shifting from stable ranges to large fluctuations.
- Project conditions are evolving from predictable to high uncertainty.
👉 Asphalt plants are transitioning from standardized production systems to adaptive systems under complex constraints.
Climate Change: From Extremes to Normal Conditions
Climate change is reshaping the input conditions of asphalt production. Key variables are no longer predictable—they are continuously elevated and volatile.
Climate Change–Driven Shifts in Operating Conditions
| Indicator | Past Level | Current Change | Engineering Implication |
|---|---|---|---|
| Aggregate moisture | 2%–4% | 5%–10% | Long-term increase in drying load |
| Extreme rainfall days | 10–20/year | 20–40/year | Higher risk of production interruption |
| Daily temperature range | 5°C–10°C | 10°C–20°C | Increased difficulty in temperature control |
| Extreme cold frequency | Occasional | +30%–60% | Shortened construction window |
👉 Engineering impact:
When moisture stabilizes around 8%, evaporation alone consumes 40%–60% of total heat input, resulting in:
Long-term overload of the drying system.
Continuous high output from the combustion system.
Temperature fluctuations expanding to ±10°C–15°C.
👉 Key insight: The environment is no longer a disturbance—it has become a design constraint.
Expansion into Remote and Complex Regions
New infrastructure projects are increasingly located in mountainous, high-altitude, and remote areas, bringing more complex engineering conditions.
Changes in Engineering Conditions for Project Locations
| Indicator | Traditional Projects | Current Projects | Engineering Implication |
|---|---|---|---|
| Transport distance | 50–80 km | 100–300 km | Increased heat loss |
| Altitude | <500 m | 2000–3500 m | Reduced combustion efficiency |
| Terrain complexity | <30% | >60% | Constraints on layout and operation |
👉 Amplification effect:
Transport adds 10°C–25°C temperature loss per cycle.
High altitude reduces combustion efficiency by 10%–25%.
Discharge temperature must increase by 15°C+.
👉 Key insight: Projects are shifting toward high-complexity, low-predictability environments.
Stricter Environmental and Energy Regulations
Environmental regulations are tightening, requiring asphalt plants to meet both production and compliance targets.
Evolution of Environmental and Energy Constraints
| Indicator | Past Level | Current Trend | Engineering Implication |
|---|---|---|---|
| Dust emission | 50–100 mg/Nm³ | ≤20–30 mg/Nm³ | Higher filtration precision required |
| System resistance | Baseline | +10%–25% | Increased fan load |
| Energy consumption | Relatively loose | -10%–20% | Higher thermal efficiency required |
👉 System impact:
Higher dust control → higher resistance → higher fan energy demand.
Energy limits → more precise combustion control.
System parameters become strongly coupled.
👉 Key insight: Operation is shifting from efficiency-driven to efficiency + compliance optimization.
Increasing Operational Complexity and Control Requirements
As environmental variables increase, system complexity rises significantly, making traditional manual operation insufficient.
Growth in Operational Complexity
| Indicator | Traditional Conditions | Current Conditions | Engineering Implication |
|---|---|---|---|
| Key variables | 3–5 | 8–12 | System complexity doubled |
| Adjustment frequency | 1–2 times/hour | 3–5 times/hour | Manual control insufficient |
| Temperature fluctuation | ±5°C | ±10°C–15°C | Increased control difficulty |
👉 Engineering reality:
Operator error increases by 20%–40%.
Non-stable operation reaches 40%–60%.
Frequent adjustments increase energy use and wear.
👉 Key insight: Stability now depends on system control capability, not operator experience.
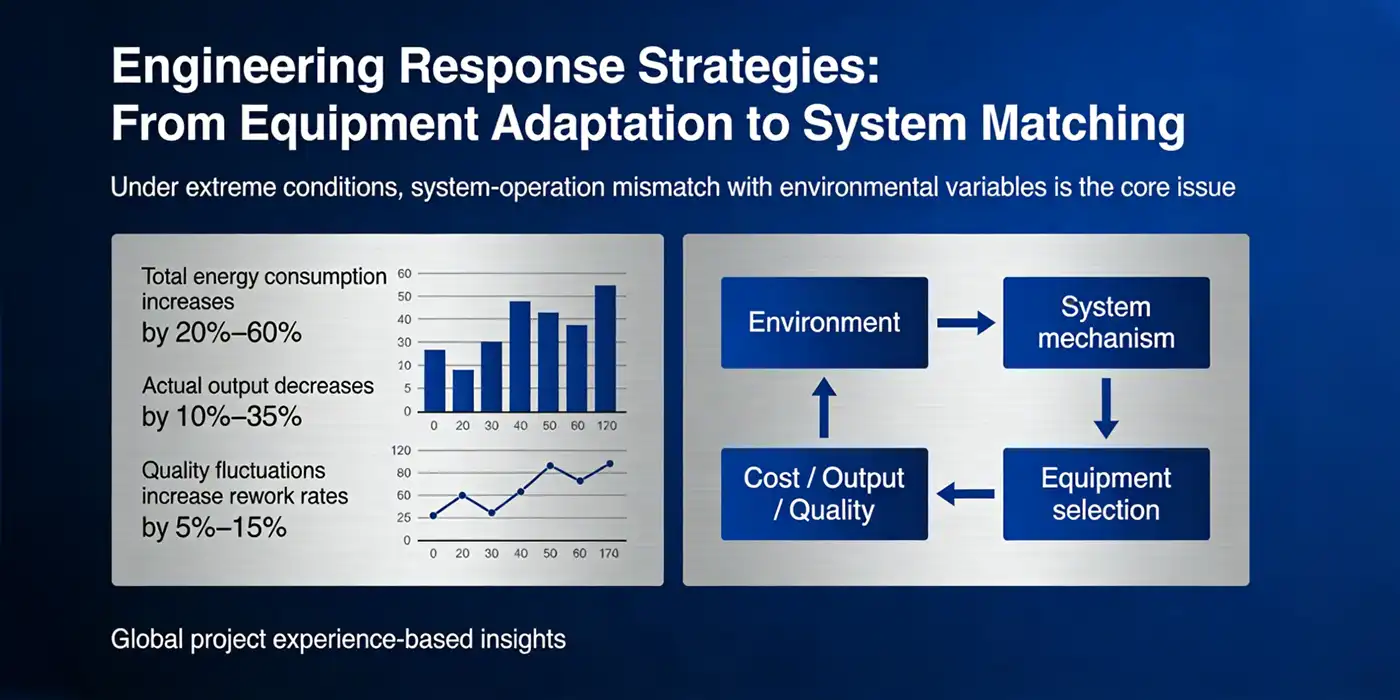
Engineering Response Strategies: From Equipment Adaptation to System Matching
Under extreme conditions, the core issue of asphalt plants is not insufficient equipment performance, but a mismatch between system operation and environmental variables. Based on global project experience, when asphalt mixer plants are not properly adapted:
Total energy consumption increases by 20%–60%.
Actual output decreases by 10%–35%.
Quality fluctuations increase rework rates by 5%–15%.
These impacts are not linear—they show a clear amplification effect: 👉 The harsher the environment, the greater the system imbalance and cost escalation.
Therefore, the goal is not to list technologies, but to establish a clear engineering logic: 👉 Environment → System mechanism → Cost / Output / Quality → Equipment selection.
High Humidity: A Hidden Cost Trap Caused by Heat Misallocation
In tropical, coastal, or rainy regions, aggregate moisture increases from 2%–3% to 5%–10% or higher, fundamentally reshaping heat distribution.
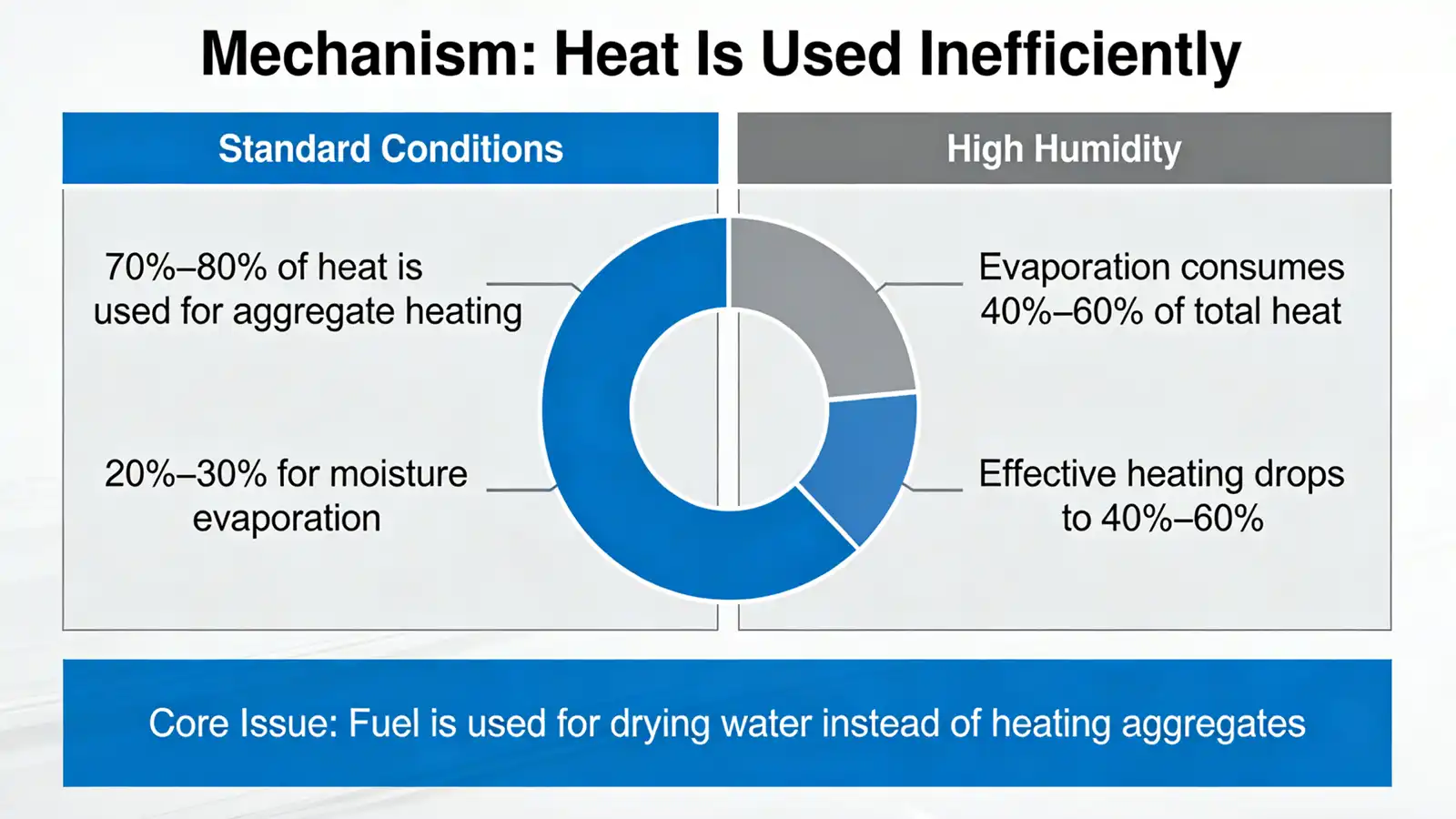
Mechanism: Heat Is Used Inefficiently
Under standard conditions:
70%–80% of heat is used for aggregate heating.
20%–30% for moisture evaporation.
Under high humidity:
Evaporation consumes 40%–60% of total heat.
Effective heating drops to 40%–60%.
👉 Core issue: Fuel is used for drying water instead of heating aggregates.
Engineering Impact
| Indicator | Normal Conditions | High Humidity | Change |
|---|---|---|---|
| Fuel consumption per ton | Baseline | ↑30%–70% | Significant increase |
| Actual output | 100% | ↓15%–30% | Reduced |
| Temperature fluctuation | ±5°C | ±10°C–15°C | Unstable |
| Cost per ton | Baseline | ↑15%–30% | Rising |
👉 For a 120–160 t/h asphalt plant:
Extra fuel cost: +15–40 USD/hour.
Annual cost increase: $100,000–$300,000.
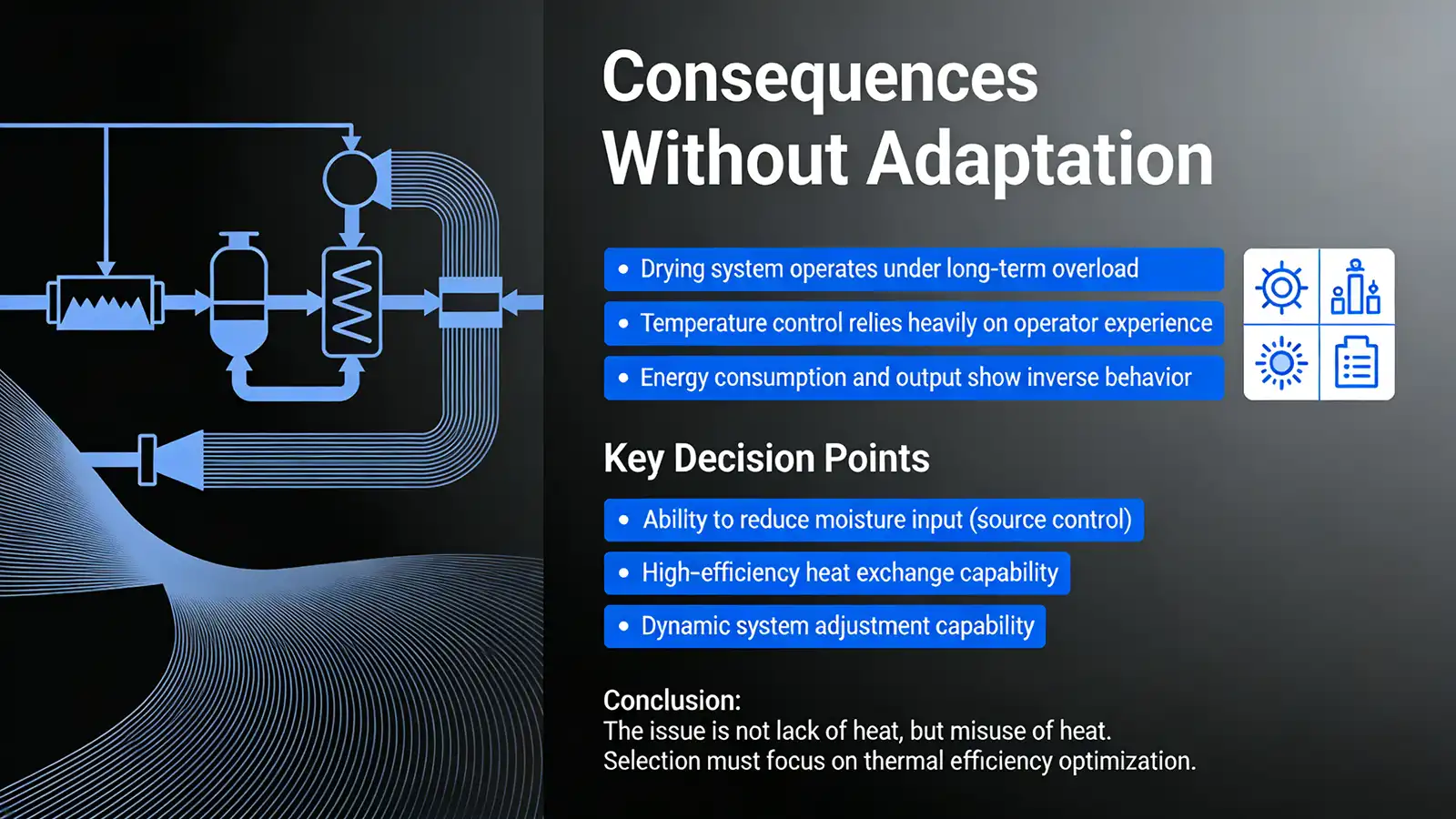
Consequences Without Adaptation
Drying system operates under long-term overload.
Temperature control relies heavily on operator experience.
Energy consumption and output show inverse behavior.
Key Decision Points
Ability to reduce moisture input (source control).
High-efficiency heat exchange capability.
Dynamic system adjustment capability.
👉 Conclusion: The issue is not lack of heat, but misuse of heat. Selection must focus on thermal efficiency optimization.
Cold Environment: Heat Loss Chain Amplifies Construction Risk
In cold regions (below 0°C, down to -20°C), asphalt mixture continuously loses heat throughout: 👉 Production → Transport → Paving → Compaction.
Mechanism: Continuous Heat Loss
Normal condition: 15°C–25°C temperature loss
Cold condition: 30°C–45°C, up to 50°C+ with wind
👉 Core issue: Not insufficient heat generation, but failure in heat retention
Engineering Impact
| Indicator | Normal | Cold Environment | Change |
|---|---|---|---|
| Arrival temperature | ≥140°C | 100°C–120°C | Lower |
| Compaction window | 15–20 min | 8–12 min | ↓30%–50% |
| Compaction rate | >95% | 75%–90% | Fluctuating |
| Rework rate | <5% | 5%–15% | Increased |
👉 Consequences:
Insufficient compaction → early pavement failure.
Disrupted construction rhythm.
Project duration extended by 10%–25%.
Configuration Impact
| Configuration Level | Temperature Loss | Performance |
|---|---|---|
| No insulation | >40°C | Poor quality, unstable |
| Basic insulation | 25°C–35°C | Workable but risky |
| Insulation + WMA | 15°C–25°C | Stable |
| Full optimization | <15°C | Optimal |
Key Decision Points
Full-system insulation capability.
Support for low-temperature technologies (e.g., WMA).
Heat recovery and reuse capability.
👉 Conclusion: The problem is not low temperature, but inability to retain heat. Selection must focus on thermal loop integrity.
High Altitude: Dual Mismatch of Combustion and Aerodynamics
At elevations above 2000 m: Oxygen decreases by 20%–30%, Air density decreases by 15%–25%; This affects both combustion and airflow systems.
Mechanism: System Imbalance
Incomplete combustion → insufficient heat.
Reduced airflow → lower heat transfer efficiency.
Dust collection efficiency declines.
👉 Core issue: Mismatch between combustion and aerodynamic systems
Engineering Impact
| Indicator | Lowland | High Altitude | Change |
|---|---|---|---|
| Combustion efficiency | 100% | 75%–90% | ↓10%–25% |
| Actual output | 100% | 70%–90% | ↓10%–30% |
| Stability | Stable | +20%–50% fluctuation | Unstable |
Configuration Impact
The impact of configuration upgrades at high altitude can be understood as a step-by-step performance improvement process:
Key Decision Points
Low-oxygen adaptability.
Dynamic combustion control.
Airflow compensation capability.
👉 Conclusion: The issue is not insufficient power, but system mismatch. Selection must focus on system balance.
Decision Matrix for Different Environments
| Environment | Core Issue | Cost Impact | Output Impact | Key Capability |
|---|---|---|---|---|
| High humidity | Heat used for evaporation | ↑15%–30% | ↓15%–30% | Thermal efficiency |
| Cold | Heat loss | ↑10%–25% | Indirect | Insulation |
| High altitude | System mismatch | ↑10%–20% | ↓10%–30% | Combustion matching |
How to Use This Matrix
Identify the project environment (or combination).
Determine the core issue.
Match required system capability.
Verify key configurations.
👉 Essentially, you are evaluating: Whether the asphalt mix plant is designed for your specific environment.
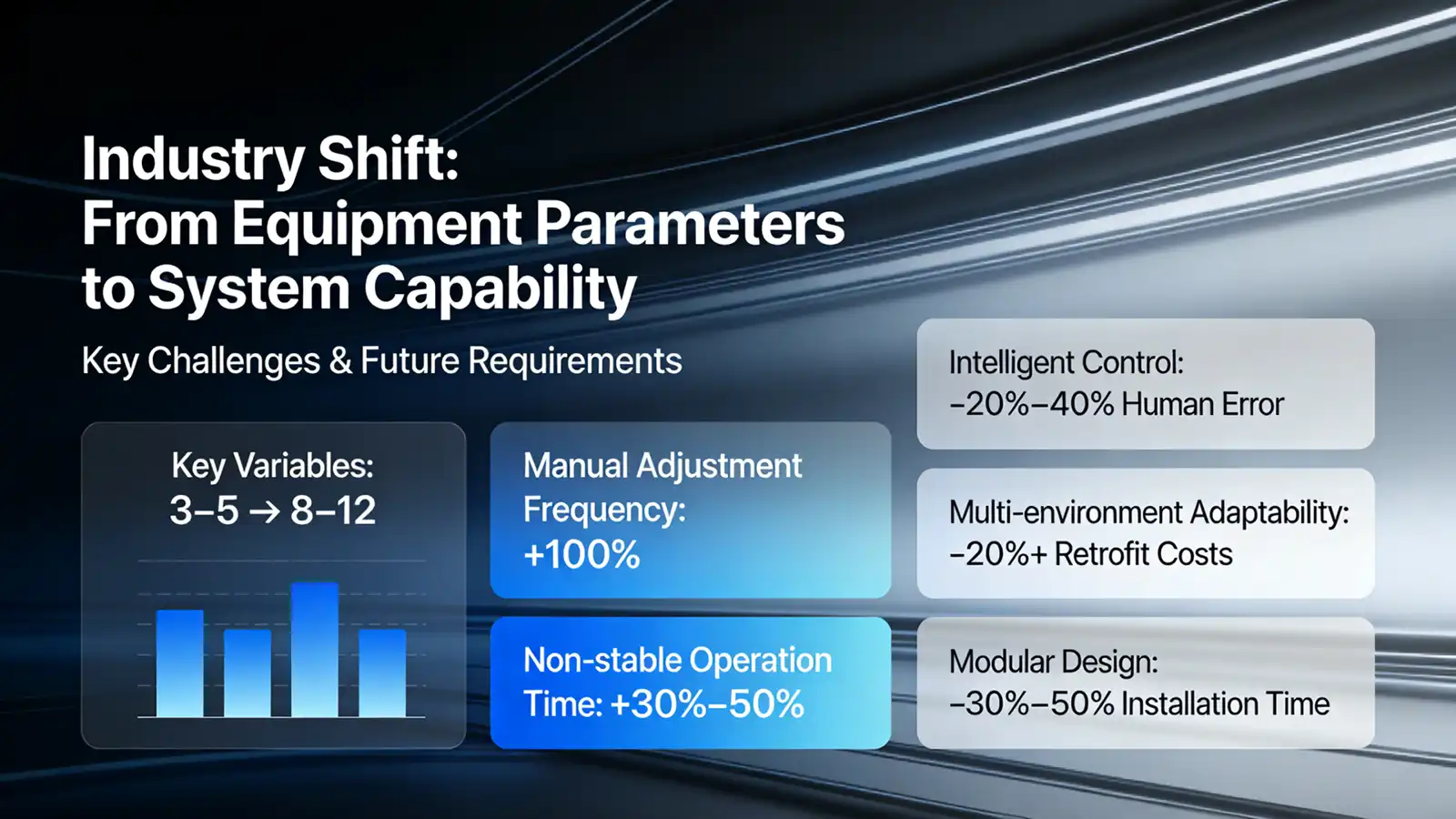
Industry Shift: From Equipment Parameters to System Capability
As projects expand into complex regions:
Key variables increase from 3–5 to 8–12.
Manual adjustment frequency increases by 100%+.
Non-stable operation time increases by 30%–50%.
Future Requirements
Intelligent control → reduce human error by 20%–40%.
Multi-environment adaptability → reduce retrofit costs by 20%+.
Modular design → reduce installation time by 30%–50%.
Regional Adaptation Strategies for Asphalt Mixing Plants Worldwide
Global infrastructure projects are increasingly expanding into remote, extreme, and highly variable environments. As a core piece of construction equipment, the performance of asphalt mixing plants directly affects production capacity, construction quality, and overall project cost. Different regional conditions impose specific requirements on key plant systems, including drying, combustion, mixing, thermal control, and dust collection.
This section takes regional environments as the main axis, combining engineering data with plant system characteristics to provide quantified adaptation strategies and selection guidance, helping decision-makers prioritize key configurations in real-world projects.
High-Moisture Markets in Southeast Asia (Indonesia, Philippines, Vietnam)
Regional Characteristics
Annual rainfall: 2,000–3,500 mm
Average humidity: 70%–90%
Aggregate moisture content: typically 5%–10%
Impact on Asphalt Plant Systems
Drying drum efficiency decreases by 30%–50%, fuel consumption increases by 30%–70%
Discharge temperature fluctuates by ±10°C, affecting mix uniformity
Actual output drops by 15%–30%
Core Adaptation Strategies
Aggregate pre-treatment modules: screening + air drying to reduce moisture to ≤3%
High-efficiency drying drum: increased heat exchange area, reducing drying time by ~20%
Real-time temperature and moisture monitoring: enabling dynamic combustion adjustment
Selection Recommendation
In high-moisture regions, priority should be given to efficient drying systems, aggregate pre-treatment, and intelligent thermal control, rather than simply pursuing higher nominal capacity.

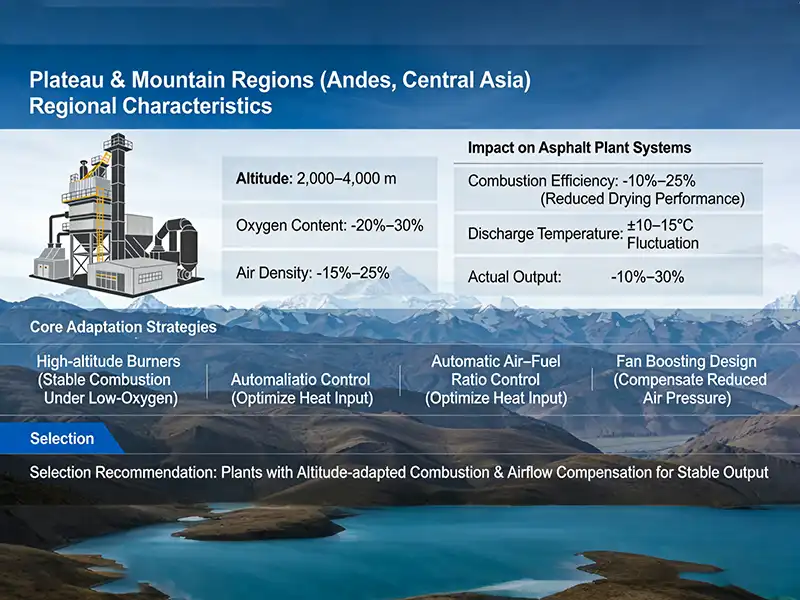
Plateau and Mountain Regions (Andes, Central Asia)
Regional Characteristics
Altitude: 2,000–4,000 m
Oxygen content decreases by 20%–30%
Air density decreases by 15%–25%
Impact on Asphalt Plant Systems
Combustion efficiency decreases by 10%–25%, reducing drying performance
Discharge temperature fluctuates by ±10–15°C
Actual output decreases by 10%–30%
Core Adaptation Strategies
High-altitude burners for stable combustion under low-oxygen conditions
Automatic air–fuel ratio control systems to optimize heat input
Fan boosting design to compensate for reduced air pressure
Selection Recommendation
Plants used in plateau regions should feature altitude-adapted combustion systems and airflow compensation, ensuring stable output under low-oxygen conditions.
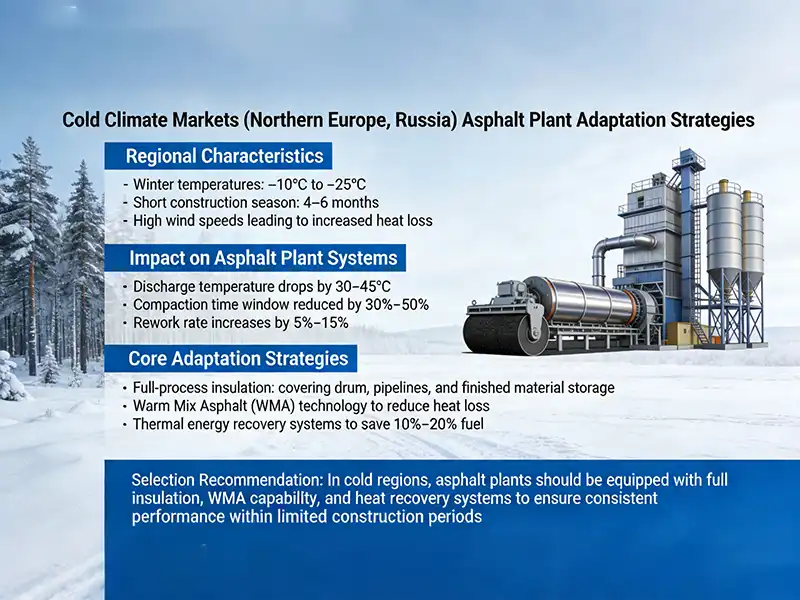
Cold Climate Markets (Northern Europe, Russia)
Regional Characteristics
Winter temperatures: −10°C to −25°C
Short construction season: 4–6 months
High wind speeds leading to increased heat loss
Impact on Asphalt Plant Systems
Discharge temperature drops by 30–45°C
Compaction time window reduced by 30%–50%
Rework rate increases by 5%–15%
Core Adaptation Strategies
Full-process insulation: covering drum, pipelines, and finished material storage
Warm Mix Asphalt (WMA) technology to reduce heat loss
Thermal energy recovery systems to save 10%–20% fuel
Selection Recommendation
In cold regions, asphalt plants should be equipped with full insulation, WMA capability, and heat recovery systems to ensure consistent performance within limited construction periods.
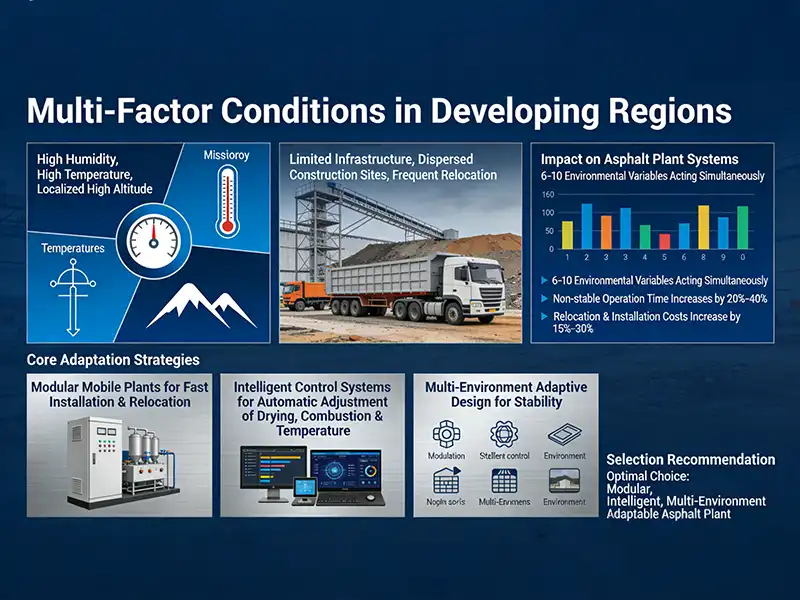
Multi-Factor Conditions in Developing Regions
Regional Characteristics
Combination of high humidity, high temperature, and localized high altitude
Limited infrastructure, dispersed construction sites, frequent relocation
Impact on Asphalt Plant Systems
6–10 environmental variables acting simultaneously
Non-stable operation time increases by 20%–40%
Relocation and installation costs increase by 15%–30%
Core Adaptation Strategies
Modular mobile asphalt plants for fast installation and relocation
Intelligent control systems for automatic adjustment of drying, combustion, and temperature
Multi-environment adaptive design to ensure stability under complex conditions
Selection Recommendation
In developing regions, the optimal choice is a modular, intelligent, and multi-environment adaptable asphalt plant, capable of handling both logistical and environmental challenges.
Quantitative Summary of Regional Adaptation (Core Indicators)
| Region | Key Constraints | Main Impact on Plant | Configuration Focus | Quantitative Reference |
|---|---|---|---|---|
| Southeast Asia (High Moisture) | High humidity, rainfall | Reduced drying efficiency, increased fuel consumption | Aggregate pre-treatment + drying + thermal control | Fuel ↑30–70%, Output ↓15–30% |
| Plateau / Mountain | Low oxygen, high altitude | Reduced combustion efficiency, output loss | High-altitude burner + AFR control + fan boosting | Output ↓10–30%, Temp ±10–15°C |
| Northern Europe / Russia | Low temperature, short season | Temperature drop, higher rework rate | Full insulation + WMA + heat recovery | Temp loss 30–45°C, Rework ↑5–15% |
| Developing Regions | Multi-factor conditions | System instability, relocation difficulty | Modular + intelligent control + adaptability | Non-stable operation ↑20–40%, Relocation cost ↑15–30% |
How Our Asphalt Plants Adapt to Extreme Environments
To address the challenges of high humidity, cold climates, high altitudes, and complex working conditions, our asphalt mixing plants are not just standard equipment—they are engineered as environment-adaptive systems.

Intelligent Control for Dynamic Conditions
This ensures stable production even when moisture, temperature, or air conditions fluctuate significantly.
High-Efficiency Drying & Precision Weighing (High Humidity Adaptation)
- Optimized drying systems improve heat exchange efficiency.
- Automated production ensures consistent material flow.
- High-precision weighing (aggregate ±0.5%, bitumen ±0.25%) guarantees mix quality.
👉 This directly reduces fuel waste and stabilizes output under humid conditions.
Combustion & Airflow Optimization (High Altitude Adaptation)
- Adaptive combustion systems ensure stable heat generation.
- Air–fuel ratio control improves combustion efficiency.
- System-level coordination maintains overall stability.
👉 This solves the core issue of combustion and airflow mismatch at high altitude.
Full-System Insulation & Cold-Resistant Design (Cold Climate Adaptation)
- Heating devices for motors, control cabinets, and key components.
- Cold-resistant cables, lubricants, and electrical systems (down to -40°C).
- Enhanced insulation (up to 100 mm) for drum, pipelines, dust collector, and hot bins.
👉 These measures minimize heat loss and ensure stable operation in extreme cold.
Modular & Mobile Design for Complex Projects
- Modular mobile design with fast installation and relocation.
- Plug-and-play connections for water, electricity, and air systems.
- Reduced installation time and lower infrastructure requirements.
👉 This significantly improves flexibility and reduces project downtime..
Reliability & Long-Term Performance
- Wear-resistant structures ensure long service life (up to million-ton output).
- Predictive maintenance reduces failure rates.
- Increased cold aggregate storage (+20%) improves production continuity.
Making Complex Environments No Longer a Barrier
As projects move into high-moisture, cold, high-altitude, and complex environments, asphalt plant performance is increasingly challenged. The key is not equipment limits, but system adaptation to local conditions. With solutions like aggregate pre-treatment, efficient drying, intelligent temperature control, and high-altitude configurations, stable and efficient operation can still be achieved. Tell us your project conditions—we’ll deliver a tailored solution that ensures output, controls cost, and guarantees quality, even in the toughest environments.
